- A+
一、何谓银纹(外观)?
银纹是指成型品表面出现气体或空气的一种现象。气体是由树脂或添加剂的分解、或者不同树脂的混入引起的,空气则是计量时卷入的。此外还有水分的影响。
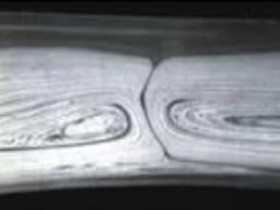
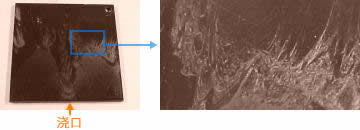 120平板表面上出现的银纹
120平板表面上出现的银纹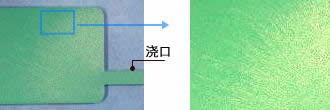
彩板表面上出现的银纹(板的尺寸约为5cm)
二、银纹的生成原因
1、树脂分解物产生气体
树脂属于化学物质,因此会随着温度的增加而逐渐分解。树脂温度越高,分解就越多,银纹也就越容易出现。
2、卷入空气
如果螺杆转速过快,背压偏低,则卷入正在塑化的树脂中的空气量就会增多。其结果是成型品表面出现条纹状气泡,并容易形成银纹。
3、预干燥不足
如果材料的预干燥不足,水分和树脂中原有的气体成分就会被原封不动地带入成型品,从而容易形成银纹。
4、排气口偏小
在气体没有完全排净的状态下,气泡就会残留在成型品表面,从而容易出现银纹。
5、不同材料的混入
如果因清洗不足等原因,导致与原来的树脂不同的成分混入,而且该树脂的温度的偏低,有时便会产生气体并诱发银纹。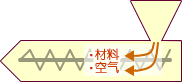
卷入空气
三、银纹的对策
1、检查计量状态
首先应检查计量状态。如果螺杆转速过快或者背压不足,则容易出现银纹。请逐渐调整并观察有无变化。如果有,则请调整到最佳值。
2、检查树脂温度:树脂分解
每种树脂都有其推荐使用温度(产品袋和产品目录中已经标明)。检查实际温度是否在该范围内。如果超出范围,则必须将其调整到范围以内。
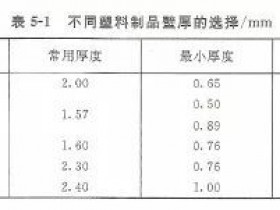
各种材料推荐的使用温度
3、强化干燥
应强化干燥。关于具体的干燥条件,另请参阅下述内容:
◆各种材料的干燥温度
树脂一般的推荐干燥温度应对银纹的温度
- POM(80-90)℃×(2-4)h
- PS(75-80)℃×(1-1.5)h
- ABS(80-100)℃×(2-4)h
- PA6 (80-100)℃×(2-10)h
- PA66 (80-110)℃×(2-10)h
- PP0 (80-120)℃×(2-4)h
- TPV (80-100)℃×(2-4)h
- TPE (60-80)℃×(2-4)h
水分是一个重要因素,因此必须达到最低100℃以上。此外除湿干燥机也有效果。
4、有无污染物?
重新清洗。不仅要清洗不同的树脂,而且在上次成型后的某个时间也要进行清洗。这是因为滞留下来的树脂一直在分解。
5、检查排气口
偶尔会因排气不畅而产生银纹,因此应检查排气口的大小是否足够。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-