- A+
所属分类:注塑文章
一、何谓冷料?
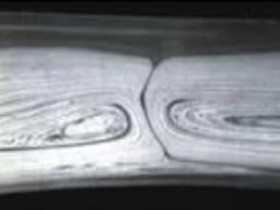
冷料是指在喷头前端处固化的树脂混入成型品的现象。冷料在成型品表面表现为光泽不好或喷射纹。虽然看起来相似,但由于对策不同,因此需要注意。
二、冷料的生成原因
1、喷嘴温度偏低
对于成型品的喷嘴前端部分,为了防止流涎(树脂从喷嘴前端的孔中流出的现象),一般要适当降低树脂温度。因此,注射到模具中的树脂的最初部分会变成固化或半固化树脂。这被称为冷料。
为防止树脂进入模腔,一般在模具一侧的主流道根部及分流道等处制作树脂积存器以作为冷料的接收容器。但是,如果树脂温度过低,冷料的量便会增多,从而有可能进入模腔。这些会呈现出喷射纹或光泽不好状外观。
2、机筒温度偏低
此外,以喷嘴固定于模具的(nozzle touch)方式来连续成型时,喷嘴前端的热会分散到模具 上,喷嘴温度随之降低。因此:也会成为冷料的起因。
3、 模具温度偏低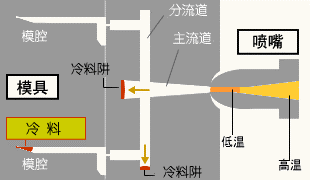
三、冷料的对策
1、提高喷嘴温度
防止冷料,提高喷嘴温度是很有效的。但必须兼顾流涎的出现. 为了不产生流涎,应逐渐提高机筒和喷嘴的设定温度。如果是以喷嘴固定于模具的方式成型,则提高模具温度也是很有效果的。
2、扩大冷料阱(树脂积存处)
扩大冷料阱可防止冷料进入成形品内。一般建议使用长度为主流道根部直径1.5倍左右的冷料阱。
3、使机筒每个周期后退一次
以喷嘴固定于模具的方式成型的情况下,使机筒每个周期后退一次并使喷嘴从模具中脱出也是一个很有效的方法。但也必须注意流涎。
由于流涎还取决于树脂的粘度和流动性、喷嘴型号以及孔径,因此自己必须反复进行实际试验(包括上述温度调整在内)。根据情况,还应预先考虑通过降低喷嘴孔径(即改用别的喷嘴)来抑制流涎以及相应地提高温度来抑制冷料等方法。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-