- A+
口模积料,也叫口模流涎或叫口模积垢,它可以危害任何挤出过程。它引起许多问题,从挤出物上可见的表面缺陷到工艺紊乱,乃至产品报废。加工者往往采取延长时间和投入劳动力来去除口模积料,因为他们不懂得采用任何别的方法来消除口模积料。
对于简单的口模形状,可以在线运行时进行积料清除。改变挤出物的牵引角度,就可以改变挤出物在口模上的堆积位置,这样就容易清除积料了。有些积料可以故意让其附着于产品上,然后从生产线上将其除掉。对于片材,可以用自动除屑装置除掉积料。
但是加工者常常得拿出昂贵的停机时间来清除积料。清除积料后在口模出料口使用脱模剂或者硅酮可以减轻积料程度并延长两次清除之间的时间。放慢加工速度也可以减少积料,但这牺牲了产率。所有这些方法都解决的是现象而不是根本问题。因此,需要一个好的方案来解决是什么引起了积料的问题。
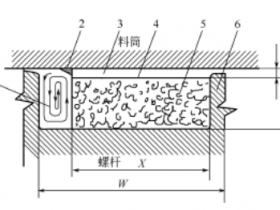
口模积料与口模的出口应力有关。沿口模内表面流动的树脂移动相对慢,随后在流出口模时突然被加速。这种突然加速在熔体中引起应力。在应力作用下,低分子量聚合物部分和熔体中的其它组分就会(与聚合物熔体)分离,并沉积在口模出口上。解决方法要么是减少口模出口应力,要么是减少组分从熔体中分离的倾向。这些解决方法要涉及到工艺、材料或者口模。
CHANGE THE PROCESS 改变工艺
较高的口模和熔体温度是减少口模出口应力的一种方法。但是利润可能被额外的降解抵消了,结果还会引起低分子量组分的增加。改变熔体温度和改变口模温度应该分开考虑。有时,较低的口模温度会在口模内表面上生成一个冷却的树脂层,这个树脂层慢慢地移出到口模出口,然后与本体料流分离,从而引起积料。
从确定真正的熔体温度开始,然后按照这个温度设定口模体的温度。仪器测试的熔体温度常常是错误的,所以要用手工检查熔体温度。这样做很难,但是要解决问题就值得努力。此外,口模出口表面可能比口模本身要冷很多。要设法用表面热电偶检查口模出口温度。
对着口模出口进行空气吹扫能帮助减少和控制积料。空气清扫装置是一个具有挤出物外形的套筒,里面钻了很多孔,可以使压缩空气呈现出一定的分布。空气清扫装置可以将任何烟雾物质和可压缩物吹离口模。空气清扫还有冷却积料的好处,以便积料不会氧化和变黑。也可以用氮气防止氧化,但是要记住,不要吹得太过火,否则会将口模过分冷却,这样会导致挤出物变形。(猜测可能是提高了熔体强度、或者说材料固化速度加快,把小分子或者填料固化后一起带走)
CHANGE THE MATERIAL 改变材料
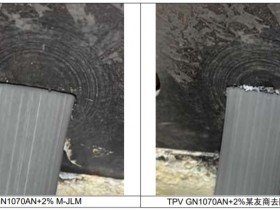
不同的材料产生不同种类的积料,从稀的流水状的积料到粘稠的绒毛状的积料。稀的流水状的积料常常是配方中低分子组分引起的,它口模出口处挥发,然后在口模表面冷凝。粘稠的绒毛状的积料常常是熔体内部分发泡、相容性问题或口模内部高应力引起的。检查物料的树脂是否过度潮湿或者树脂降解,检查是否存在熔体破裂或者排气不良。如下图,主要是粘稠的绒毛状积料。
TPV挤出口模积料
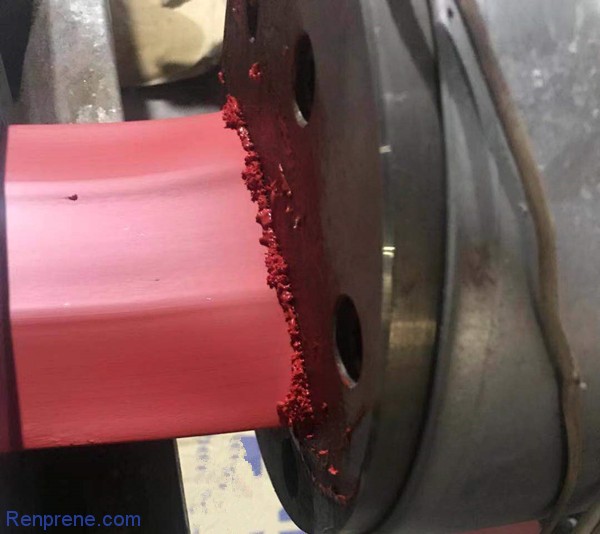
如下图:主要是润滑剂过量引起的流水状积料:

TPV密封条挤出
某些供应商的树脂会比别的供应商产生更多的积料,即使这种树脂具有同样的规格。如果发生口模积料,尝试使用别的供应商的类似牌号。如果你看到情况有改善,你原来的树脂供应商也许有兴趣了解跟材料有关的性能问题,也许能帮助解决这些问题。
来自不同供应商的树脂可能有相似的剪切黏度,但是也许有很不相同的拉伸黏度。如果看不出两种树脂间存在别的差别,那就测试一下它们的拉伸黏度。具有更高拉伸黏度的树脂因为在口模出口处具有高的应力而将可能具有更多的积料问题。
具有高的出口膨胀的树脂可能具有更高程度的积料。具有窄分子量分布的树脂会有低的出口膨胀,但这不意味着它一定有较少的口模积料。具有窄分子量分布的树脂往往难于加工,它还产生低分子组分,这反过来又引起积料。
你可能想测试口模积料的化学成分以确定里面究竟有什么。回收料通常里面还低分子量组分,这些组分是在之前的加工中的热降解产生的。减少降解的助剂或者扩链剂会有助益。如果这些助剂不起作用,那么就把你的回料卖给别人。
有时添加润滑剂有助于减少积料。但是,太多的润滑剂可能在实际上增加口模积料。配方中不同组分的化学相容性也有影响。例如,高度不相容的聚合物熔融掺混时,常常出现极度的口模积料。在此情况下,使用相容剂会有帮助。也可以添加少量的氟聚合物加工助剂来减轻口模出口的应力。
一些类型的口模积料会很快氧化并变成棕色或者黑色。在配方中添加抗氧剂会有帮助。这不会解决口模积料问题,但是它会使得附着于产品的任何积料不容易被看见。
韧小编:本文作者从材料的拉伸粘度、分子量分布、出口膨胀、材料的相容性来阐述形成模口积料的原因。从实际经验来看,最关键的是材料中的非连续相多寡、以及非连续相与连续相的相容性、非连续相的粒径、非连续相,如果可以塑化的话,其塑化温度等等。通常非连续相越多,相容性越差、非连续相粒径越大、非连续相越难塑化,则模口积料越容易形成。典型的是,热塑性硫化橡胶TPV、阻燃热塑性弹性体,及高填充的塑料。
CHANGE THE DIE 改变模头
在阻止积料方面,用氟聚合物(如PTFE)涂覆口模表面只有有限的成功。更有效的方法是将加有氟聚合物的金属涂层施予口模内部,以减少口模出口的应力。
口模-流动模拟也被成功用于研究口模出口处出现的应力,以及评价口模-出口几何的变化。修改出口几何以减少应力是目前正在开发的一个领域。
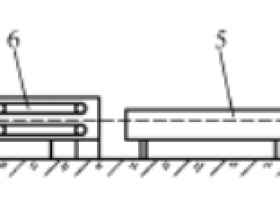
一些(口模)出口几何结构被加工者和树脂生产者申请了专利。修改的口模出口据称可以减少口模积料,包括一种方形陡出口、尖形陡出口、弧形过渡形出口、外扩台阶出口、内扩台阶出口、外展形出口(见图)。
增加口模流动长度也有帮助,因为它减少了出口膨胀。否则,你也可以使用一个较大的口模开口,以减少口模出口应力,然后把挤出物拉细到所需要的尺寸。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-