
- A+
热塑性弹性体TPE/TPR注塑成型,断浇口是常见的问题之一,注塑时断浇口,会很大程度上影响生产的正常运作。笔者结合网友的一些经验和自己的看法,整理成一篇专门的文章,以期与同行及用户做分享。
韧普利注:这里的浇口(水口)更精确的说法应该是“射料浇口”,英文一般说sprue。而通常我们说的水口(浇口)则包括浇口、流道、射料浇口(主浇口)三部分。如下图:
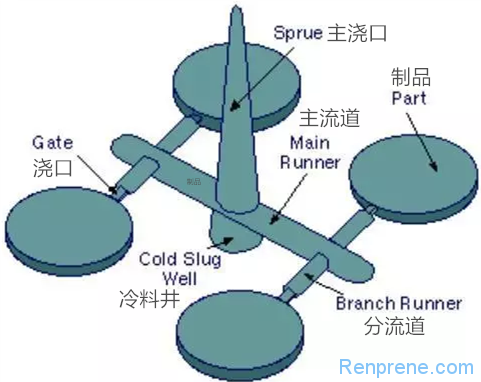
浇口(水口)示意图
网友一:可能是水口钩子没做好、水口钩子不够大、唧嘴有倒扣、唧嘴没有抛光、看看延长冷却时间有没有办法解决,假如不行的话是没有别的办法了,试模可以勾出来,但生产的话还是要把这些问题解决额,改好了再生产。
网友二:如果是模具问题的话就要抛光。是不是太热了?就要降模温或料温。都不是的话就把压力速度尽量小,可以查看射出曲线,胶口压力转折点在什么位置,此位置前尽量小压低速。
网友三:是模具浇口还是注塑机的射嘴,模具浇口断料头应该考虑以下:
1、模具的模温是否偏高;
2、此处水路是否堵塞;
3、看看浇口时否有拉毛进行抛光;
4、如果是射嘴麻烦检测下加热是否正常了。
4.1、加热圈是否损坏松动;
4.2、感温是否正常(很关键)。
=========================
捷佳TPE补充观点:是否有那种注塑时缺胶导致的TPE/TPR胶料断水口的情形,注塑温度过高导致材料降解韧性下降容易断裂。
综上,笔者总结断水口的原因:
1,模具流道问题:将模具(流道或分流道变向位置,浇口或唧嘴位置)抛光(省光),减少因结构的棱角而产生应力缺口,从而导致水口易断裂;
2,注塑速度压力问题,注塑压力或速度过大,容易导致胶料流动时产生拉伸应力,导致冷却时水口易断;注塑压力或速度过大容易导致TPE材料膨胀鼓起,增加了与模具的摩擦力,从而导致拉力过大引起浇口断裂。
3,温度问题:温度过高(包括模温及注塑温度),模温过高,会发生冷却不足,水口被拉断或注塑温度过高,材料降解韧性下降而断裂。温度过高,导致TPE材料冷却时间延长,在未完全冷却的情况下,TPE/TPR的强度有限,所以导致了断裂。
申明:以上内容只代表网友或笔者的观点,文中如有不妥之处,请读者予以批评指出,欢迎大家多多交流。
==========================
韧普利TPV/TPE补充观点:断浇口大部分原因是温度过高,导致TPE材料没有完全就开模,TPE的强度不够,引起断裂。所以解决这一问题的根本是让TPE的强度大于浇口拔出阻力。
1. 那从温度上,降低加工温度、延长冷却时间;即增加了TPE材料的强度!
2.
3.那从注塑工艺上,降低注塑压力、速度;即减少了TPE的材料膨胀度,也减少了阻力!
最后,其实从TPE材料角度上讲,给TPE配方中增加外润滑剂,也是一个减小拔出阻力的办法,韧普利有TPE客户只有在延长冷却时间的情况下,才不引起浇口断裂,但带来的是加工效率的降低,为此RENPRENE
另外,说到材料,通常TPV比TPE更不容易断浇口,因为TPV的固化速度比TPE快;SEBS基料的TPE比SBS基料的TPR更不容易断。同样体系的材料,软的比硬的TPE更容易断浇口;充油多的TPE比充油少的容易断浇口;不加外润滑剂的TPE比加的容易断。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-




2018年10月16日 下午2:21 沙发
恭喜本文已被韧科技公众号选中并推送 2018.09.26