- A+
通常热塑性弹性体的收缩率都比较大,这给注塑比较厚的制品带来一个严重的问题:收缩坑,对于一些比较注重外观的场合,严重的收缩坑直接把产品给判了死刑。
推荐阅读:塑料注塑收缩率影响因素及常用塑料收缩率
如下图,产品是应用在汽车饰条端部的堵头,最厚处超过了5mm,注塑成型后产生了严重的收缩坑:

TPV制品收缩坑案列
为了解决客户的问题,美特开发工程师首先考虑的是降低收缩率,采用了最为普遍的方法,添加一定比例的填料,填料的增加降低了TPV的收缩率,但同时带来一个问题,因为填料的增加,导致TPV不耐刮擦,如下图上部样品:
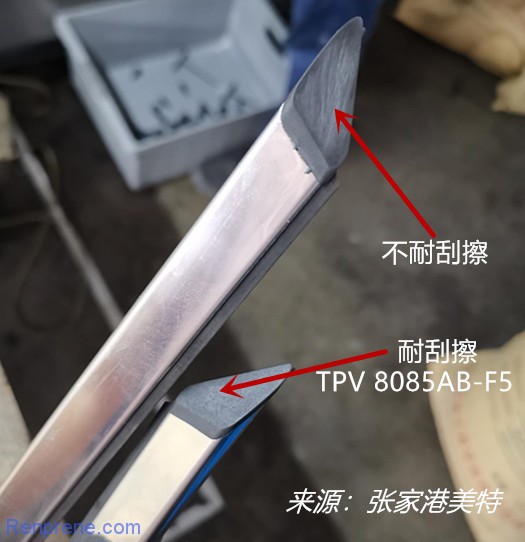
通常对于耐刮擦的处理是对填料进行处理,所以选择合适的处理剂是非常关键的。美特TPV开发工程师,选择了进口的偶联剂对纳米钙进行了表面处理。当添加至一定的比例,收缩率大小在可承受的范围,具体效果如上图下面产品。
当然,除了以上方案,美特TPV开发工程师还对TPV 8085AB-F5进行如下的优化:
1)使黑色更加发黑,上图产品中还有点发灰;
2)在添加填料的同时,通过其它方案降低收缩率,避免因填料过多造成机械性能的下降。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-