- A+
作为挤出机上的辅助装置,主要功能是提高挤出熔体质量,降低生产成本,有利于实现自动化操作等。挤出机辅助装置通常是通用的,也有根据产品不同而有所改进的或专用性的。在选用时应根据实际情况进行合理的选型。下面介绍几种常见的挤出机辅助装置。
一、加料系统
(一) 干燥器
在挤出机料斗上直接安装热风式干燥器,如图1所示。原料由供料系统自动加料至料斗内,加热器加热的热空气由风机从料斗底部强制吹过原料,从而使原料得以干燥。料斗热风式干燥机所送入的热空气在受到潮湿气候的影响下含
有一定的湿度,这种湿气在送入干燥器前就应排除,通常采用让空气通过硅胶除湿剂的方法来吸附空气中的湿气,从而提高了干燥器的效率,使干燥时间减少约50%。
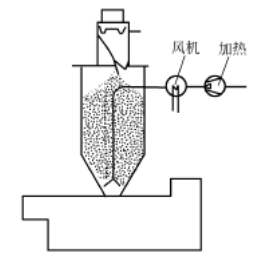 图1热风式干燥机
图1热风式干燥机
(二) 磁力分离器
在向料斗投料时,常因种种原因而混入金属碎片、螺栓、螺母、小螺钉等金属小颗粒,以致损坏螺杆和机筒。磁力分离器是最通常的清除铁质装置。它是由强力磁性隔栅组成,安装在料斗内,当原料通过隔栅时,混合在原料中的铁质被吸附在磁性管中,一定的周期后,从料斗中取出隔栅,清除附着的铁质后,再装入料斗中。此外,为清除不锈钢、黄铜和铝等非铁质金属,可采用高频磁力线的金属清除装置。
(三) 计量装置
计量装置安装在挤出机上,分别对树脂、颜料、润滑剂、发泡剂等进行计量。
掺合计量装置。这种装置如图2所示,通常用在再生料1与主要原料2的掺合挤出中,计量精度不需要特别高,计量间歇阀直接安装在料斗的入口处,阀体可按设置的周期移动,以调节掺合的比例,在输送两种原料时,原料一层层地交替落入料斗中,料斗中的掺合料能得到充分混合。
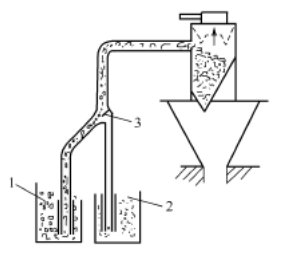
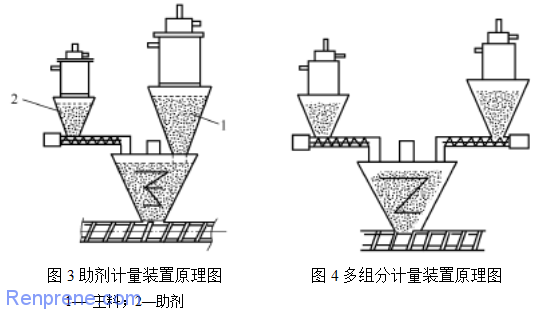
图2计量装置原理图
1—再生料;2—主料;3—间歇阀
助剂计量装置。如图3所示。该计量装置中主要原料1不经计量,直接进入料斗,助剂2经计量螺杆3进入料斗。似乎主料1是不经计量的,而实际上在生产时由于挤出机的料流是以恒速流动的。因此助剂2将根据挤出机的产量按比例加入,加入量是通过改变计量螺杆的转速来实现的。料斗中的混合料经料斗搅拌器搅拌后进入挤出机,如果需配入多种助剂,将增加螺杆计量装置数量。多组分计量装置。助剂和主料均都需要计量,计量装置与挤出机无关。如图4所示。各计量比由计量螺杆的转速或料筒的大小来决定。
(四) 输送器和加料器
输送器和加料器统称为上料系统,主要有下列几种。螺旋输送器。螺旋输送器分刚性螺纹在刚性套管中旋转式和螺旋弹簧在柔性金属或塑料管内旋转式,它们都是通过高速旋转螺旋轴和弹簧产生轴向力和离心力,使原料被推动而提升送入料斗中。
螺旋输送器可输送颗粒料,也可以输送粉料。螺旋输送器输送距离受到限制,如果供料距离较远,可将多个螺旋输送器串联使用,还可以一台输送器为多台挤出机供料。图5为几种供料方式。强制加料器。强制加料器可直接安装在料斗或进料口处,使原料在外加压力的推动下强制进入挤出机。该种装置最适宜体积密度小的原料。原料体积密度低于0.3kg/dm3时,应安装强制加料器。
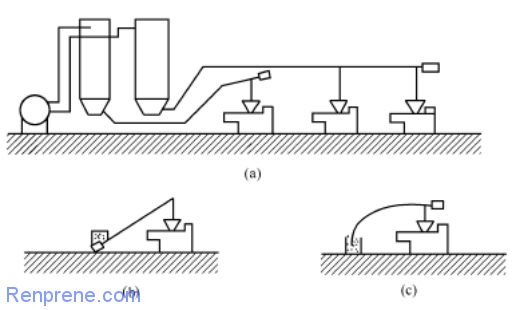
图5螺旋输送器上料方式
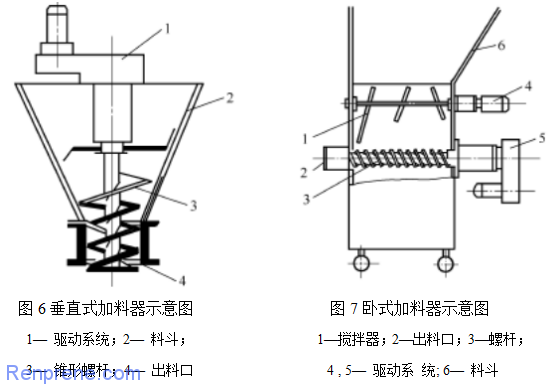
强制加料器可分两种,即垂直式加料器和卧式加料器,如图6和图7所示。加料器用直流电动机驱动,并设置过载保护电路,当料流压力增大或进料口堵塞时,不至于损坏加料器。垂直加料器进料螺杆在进料口处呈锥形,通过调整轴向间隙,输送不同体积密度的原料,输送量较高。卧式加料器输送量较小,可兼作混料和储料,只适于安装在单螺杆挤出机上。
双螺杆挤出机加料装置。双螺杆挤出机必须采用如图8所示的计量加料装置。它是利用控制加料器中的送料螺杆的转数来控制加料量的,单螺杆挤出机的加料对定量性没有严格要求,但是双螺杆挤出机则不然,必须进行定量加料。双螺杆挤出机的加料量对剪切速率、物料温度和压力分布产生直接影响,当螺杆工作时,螺槽内并不完全充满物料,只要控制物料在螺槽内的充满状态便能控制剪切速率、物料温度和压力分布的大小,从而控制挤出量的大小。双螺杆是以正位移泵的原理强制输送物料的,瞬时的挤出量应严格与加料速率相一致,否则会影响挤出稳定性和制品尺寸公差。
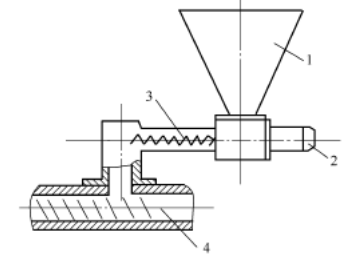
图8定量加料装置示意图
1—料斗;2—驱动系统;3—螺杆;4—挤出机
另外,为了控制驱动系统和轴承上的载荷,也必须进行计量加料,对硬质 (P A) 和高黏度物料 ( PVC) 更应如此。
气力输送系统。气力输送系统主要有压送式和吸引式。压送式上料装置是由一台鼓风机送出的压缩空气以0.2~0.6MPa的压力将原料吹入管道中,再经设在料斗的旋风分离器后,进入料斗内。这种方式仅适用于颗粒料的输送。吸引式上料装置是由引风机在料斗中形成的负压,将卸料阀自动关闭,同时吸入原料至料斗中,一旦料斗装满,引风机即关闭,此时原料靠自重将卸料阀开启流入大料斗中,如此完成一个进料周期,进行多次重复以上动作,直至大料斗装满,卸料阀不能开启为止。上料过程通过监视报警装置能周而复始地自动进行。这种方式适合输送颗粒料,也可以输送粉料。
这两种方式都能组成单机上料系统和多机上料系统。单机上料系统是每台挤出机设置独立的输送管线;多机上料系统用于多台挤出机的同种原料的输送,共用一个气源,可设置控制中心,实现群控操作,并由微机对各台数据进行处理。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-