- A+
二、多孔板
挤出机的多孔板又称分流板。它设置在螺杆头部与模具之间的过渡区,并在多孔板上安放过滤网。它们的作用,一是使熔体由旋转运动变为直线运动;二是阻止未熔化的粒子进入模具,滤去杂质;三是可以提高机头熔体压力,使制品密实,进一步均匀塑化,提高塑化质量。但在挤出黏度大、热稳定性又差的物料(如PVC)时一般不用过滤网,甚至不用分流板。多孔板在机头中至螺杆的距离不宜过大,否则易造成积料,使热敏性塑料分解;距离太小则料流不稳定,对制品的质量不利,一般为0.1D(D为螺杆直径)。多孔板结构形式较多,用得较多的是一种如图1所示的平板状分流板,其结构简单,制造方便。为了使物料通过分流板之后的流速一致,常使孔眼的分布为中间疏,旁边密,孔眼的大小通常 是相等的,但也有不相等的,有时中间的孔眼疏直径大,以使中间的阻力不致太
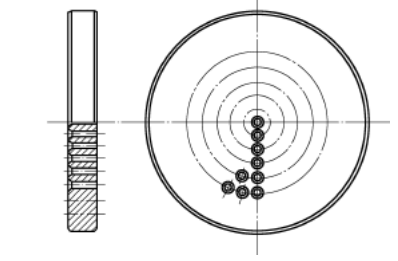
图1多孔板
大,避免物料停留时间过长而热分解。孔眼的大小和板的厚度随螺杆的直径的增大而增大,孔眼直径一般为2~7mm,孔眼的总面积通常为分流板总面积30%~70%。多孔板的厚度也由挤出机的尺寸及其承受压力的大小而定,一般为机筒内径的1/ 3~1/ 5 左右。孔的排列方式以同心圆较多,也有用六角形排列方式。多孔板多用不锈钢制成。
三、换网器
塑料挤出过程中,塑料熔体经长时间的塑化和受热,将会产生残渣,加上原材料中的杂质和未塑化颗粒,一旦进入挤出模具中,就会造成流道阻塞或制品缺陷, 乃至不能正常生产。为了消除这些颗粒状杂质,使纯净的熔体顺利地进入挤出模具,并获得优质的制品,必须在挤出机螺杆头部和模具之间放置过滤网,随着挤出时间的延续,过滤网上就会堆积越来越多的垢物,此时熔压升高,熔体流量下降,当超过一定的熔压时过滤网被击破或堵塞而失效,就须更换过滤网。
塑料挤出机换网器大致可分为二大类,一类是非连续型换网器,在换网时熔体料流或瞬时中断或需停机换网;另一类是连续型换网器,可连续、自动、不需停机换网,料流无中断。
(一) 非连续型换网器
这类换网器的型式较多,较为典型的有:人工闸阀式换网器(见图2)、液压切阀式换网器(见图3)、烛型人工换网器(见图4)等。在图2和图3中,设置有相同作用的主要部件—过滤熔体的双(多)孔阀板1,总有一滤网孔处于熔体的流道中,另一滤网孔则处在易于更换或清理的位置上。图2的换网器闸阀由人工旋转使两孔更替位置,孔径一般小于80mm,主要用于产率低、污染程度小、换网时间在6h以上的场合;而图3的换网器切阀是由液压系统活塞杆来回移动实现换位,孔径可达250mm。这两种换网器的密封系统,是靠熔体对聚四氟乙烯密封圈及铝-青铜密封圈施压来实现的,而且换网时间短,仅只1秒或几秒钟内完成,尽管如此,当部件1移动后,熔压下降,且要使熔体立即填满过滤孔道是不容易办到的,这时会出现料流瞬间中断,不能实现真正的连续操作。该类型换网器只适合挤出量波动大、精度不高、质量不严的产品,例如容积较大的厚壁管材、板材、造粒、混色等产品以及应用于双阶串联挤出。
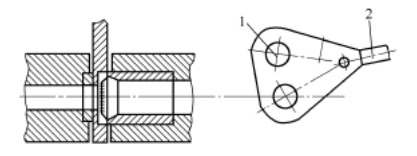
图2人工闸阀式换网器
1—过滤孔板;2—手柄
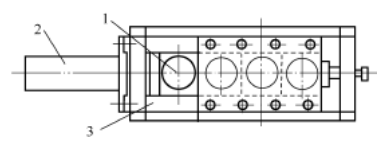
图3液压切阀式换网器
1—过滤孔板;2—液压缸;3—滑道
对于扁丝、图4烛型人工换网器单丝、农地膜、流延膜、淋膜、覆膜、 片材等产品,换网时物料瞬间中断需在辅机上重新牵引,即便挤出过程不会全部中断,产品也将留下瑕疵。图4的换网器,通过增加过滤面积来延长换网间隔时间,过滤面积达0. 1~0. 4m3,是其他换网器的10~40倍,压降小,可采用超细目网,过滤后的熔体纯净度高,但每次换网时须清理、装配新网、重新升温,费时费力,停机时间长,少则半小时,多则几小时,而且过滤面积大,导致换网器进、出口大,物料容易降解、停滞和自洁性差等缺点。
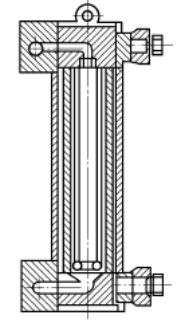
图4烛型人工换网器
(二) 连续换网器
连续型换网器为不停机、连续、自动地换网,以两种典型结构为例作一介绍。图5为液压滑动式换网器,比液压切阀式换网器有较大的改进,主要由换网器本体1、液压驱动系统2和分流过滤板3等部件组成,分流过滤板3上贴放有过滤网,并由液压系统中的油缸活塞杆来推动,过滤网随之移动,从而完成连续换网动作。换网器本体两侧为网的进、出口,设置有风冷装置能使熔体冷却凝固,作为密封垫层,防止滤网与换网器本体之间漏料,是一种自密封系统。这种换网器能连续操作,料流不中断,滤网流道压力降无变化,且无熔体漏失现象。
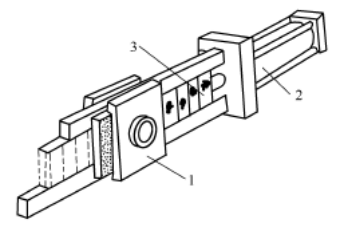
图5液压滑动式换网器
1—本体;2—油缸;3—分流板、网
图6是熔压式换网器,它主要由换网器本体1、加热及冷却系统2、皮带式无接头过滤网3和带式过滤网仓盒4等部件组成。带式过滤网长18m左右,可使用几千小时,并可回收清洁后再使用。由仓盒中引出干净的带式过滤网从换网器本体一侧进入熔体过滤流道,过滤后的脏网由另一侧穿出。由于熔体压力的作用能使带式过滤网移动,即可实现连续换网。其原理是,带式过滤网所通过的换网器本体上设置有四段温度控制区,由温度控制系统分别准确地控制四个区的温度,不同的温度形成了四个高低不等的熔压区域。当需要使带式过滤网移动或不移动(即换网或不换网)时,只要给出四个区域不同熔压便可实现。熔压式换网器也是采用自密封技术,换网器本体两侧的带式过滤网进出口经冷却,熔体凝固并形成一层光滑的膜,高温熔体被阻隔的同时,带式过滤网移动时十分轻便。
连续型换网器最大优点有两点,一是换网时料流压力无变化,流速稳定,无瞬时断流现象;二是采用熔体自密封系统。
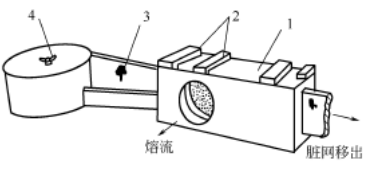
图6熔压带式换网器外形图
1—本体;2—温控系统;3—带式过滤网;4—网盒
四、静态混合器
静态混合器是挤出机的辅助设备,它安装在挤出机与模具之间,对熔体进一步分流混合,有利于提高螺杆转速来增大挤出量。
静态混合器的原理是由许多右螺旋和左螺旋板件交替垂直相交制成混合元件,固定在圆管内,当熔体通过圆管内的混合元件时,被分割成若干股,然后顺着元件所形成的流道流动,多次分割的料流股的数目按指数规律增加,每一股料流相对于混合元件的螺旋轴线作回转流动,熔体的翻转导致了径向的混合,使熔体各组分温度、黏度不均匀性得到改善,特别在径向温差方面得到显著的改善。静态混合器管外同机筒一样设置了加热器。静态混合器的工作性能不受螺杆规格和转速的限制,熔体流动阻力小,对挤出机的生产能力影响很小。需改善径向温差时,可选择6个螺旋板的静态混合器;需使颜料分散均匀时,可选择9个螺旋板件的静态混合器。静态混合器可应用于挤出复合、电线包覆层、吹塑薄膜、片材、型材、管和泡沫塑料。
五、熔体计量泵 (齿轮泵)
为了使熔体在机头中所产生的压力平稳,能挤出高精度、高质量的制品, 常在机头和模具之间加装齿轮泵。它能取代或部分取代挤出机的压缩段、均化段,实现无波动定量挤出。
作为熔体计量输送装置的齿轮泵是由泵室、计量齿轮、熔体进口和熔体出口及传动系统组成,泵体需加热,传动系统由硅整流电路控制直流电机,可精确地控制泵的转速。泵的进口处的压力可在一定范围内,熔体在出口处进入模具后,从口模挤出的熔体压力恒定,可稳定在正负1%内。一般根据挤出机的大小和产量来选择熔体泵,泵的转速通常在 10~40r/ min 之间。使用熔体计量泵挤出薄膜,可获得厚度均匀、厚薄度公差小的优质薄膜,当用于PA、PE T和PP流延膜时,其产量可达100~600kg/ r 。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-