- A+
POM,即聚甲醛,分子结构式如下: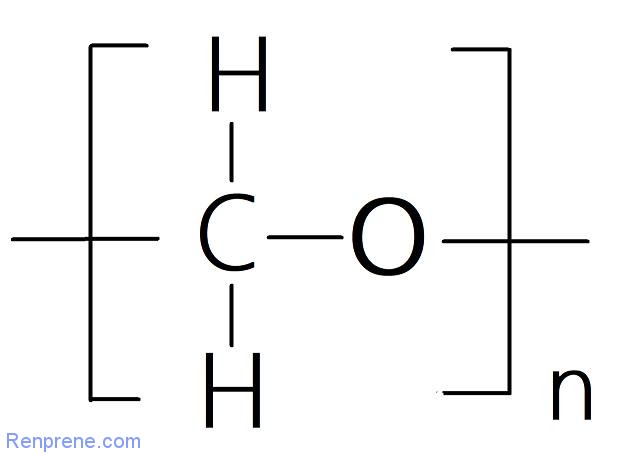
如上图,POM分子链主链由碳氧键构成,分子链几乎没有分支, 碳原子上只带氢原子, 结构规整性高, 碳氧键键能高, 内聚能密度高, 聚集紧密, 结晶度较高。它具有优异的强度和刚性, 良好的耐腐蚀、耐磨、自润滑性和抗蠕变性能, 突出的耐疲劳性能。
目前因POM材料具有高刚性、过水认证齐全、价格适宜等优点,已有不少卫浴品牌和生产厂商已有采用POM作为花洒等产品的水道和面盖。
POM花洒面盖与TPE材质为主的出水嘴,目前生产厂商大多数采用二次包胶的工艺进行成型加工的,即先成型POM面盖,然后再将POM面盖放入TPE模具内,TPE射出包覆在POM面盖上。
关于包胶的效果,最重要是要求TPE能够粘附在POM面盖上,关于粘附强度,通常会简单以手撕扯进行检验。
如果用力撕扯TPE部分,TPE出水嘴和POM面盖分离后,但是TPE还是有部分粘附在POM面盖上,能够达到这种效果的,称之为:真包。如果用力撕扯后,出水嘴和面盖两个部分分离的很彻底,没有出现黏连,这种则称之为:假包。
按照我们所了解到的情况,目前市面上大部分的号称能够包胶POM的TPE材料的实际包胶效果都是假包,导致卫浴厂商需要通过调整产品结构,勉强出货。
那么,POM包胶为什么这么难的,今天我们来简单聊一聊。
简单来说,真包靠的是TPE和硬胶间的分子链段层面的互溶与化学键合。假包靠的是TPE和硬胶间的强力吸附力。
如果要实现真包,关键要做到三点:
1、 TPE材料与硬胶的极性相近(相似相容);
2、 TPE材料的表面张力小于硬胶的表面张力(否则TPE熔体在硬胶表面将无法尽快铺开并进行对硬胶表面薄层的熔解、两种组分的熔体互溶)
3、 TPE熔体在模具型腔内沿硬胶表面流动时,冷却过程释放的热量能快速、有效融化硬胶表层并形成可互穿的一个薄层。
要做以上3点,TPE和被粘接的塑料之间就需要满足以下③点:
① 要求TPE有足够的耐温性能,要确保TPE射出熔体的温度远远高于硬胶的融化温度,让硬塑表面薄层被熔解。
② 硬胶的熔点越高,技术难度越大。
③ 硬胶的结晶度越高,包胶越难。
以上,结合POM的特性和真包的要求,我们可以得出以下结论:
1、POM的熔点在165-175℃,对TPE的温度要求不会太高,对TPE的耐温挑战不大;
2、POM结晶度很高,TPE熔体融化POM表层需要的能量较大,这一点对TPE的耐温要求又较高;
3、POM分子极性不是很强,苯乙烯类TPE(SBS/SEBS)在极性互溶上较容易调整配方实现这一要求;
4、POM是自润滑材料,表面张力很低,这意味着即便TPE与之极性相近、熔体温度足够高(可以熔融POM表层),但实际包胶工艺中,TPE熔体很难在POM表层快速有效铺展开!!!
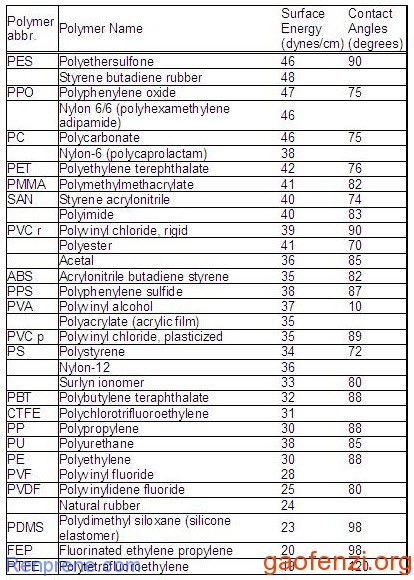
韧性哥注:从附录来看,POM的表面张力并不比PP低,接触角也差不多,但PP很好包胶,为什么POM就难呢?推测还是在于POM硬度比较硬,最关键的是POM具有自润滑效果。
所以,TPE要包胶POM,确实会很难!!!
推荐阅读:韧性哥聚甲醛包胶弹性体选择指南
来源:weixin_39858132
附:常见塑料表面张力和接触角
- TPV/TPE业务助理
-

- 更多好文敬请关注
-