- A+
对注塑稍微熟悉的想必都清楚,注塑缺料的时候,说明物料未充满,一般不会有飞边(溢胶、披锋),或者飞边非常少,而注塑有飞边(溢胶、披锋)的时候,说明物料充实度足够,基本不会出现缺料现象。
然而笔者遇到了这种情况,该产品结构简单,如图所示,在调试产品的过程中,压力不足,则缺料,待压力逐渐提升,缺料会逐渐改善,但压力提高到足够大的时候,缺料情况仍然存在,但同时也出现了严重的飞边(溢胶、披锋)。
在分析之前,对单独出现缺料和飞边的原因做简单阐述,出现缺料的原因:1、注塑机压力不足,2、料筒储料量不足,3、材料的流动性不够,4、模腔内排气不良。出现飞边的原因:1、注塑压力太大,2、射胶量过多,3、锁模力不够,4、射出和保压时间太长,5、合模线位置有模具缺陷,6、锁模滑块有偏差,导致模具合模错位。

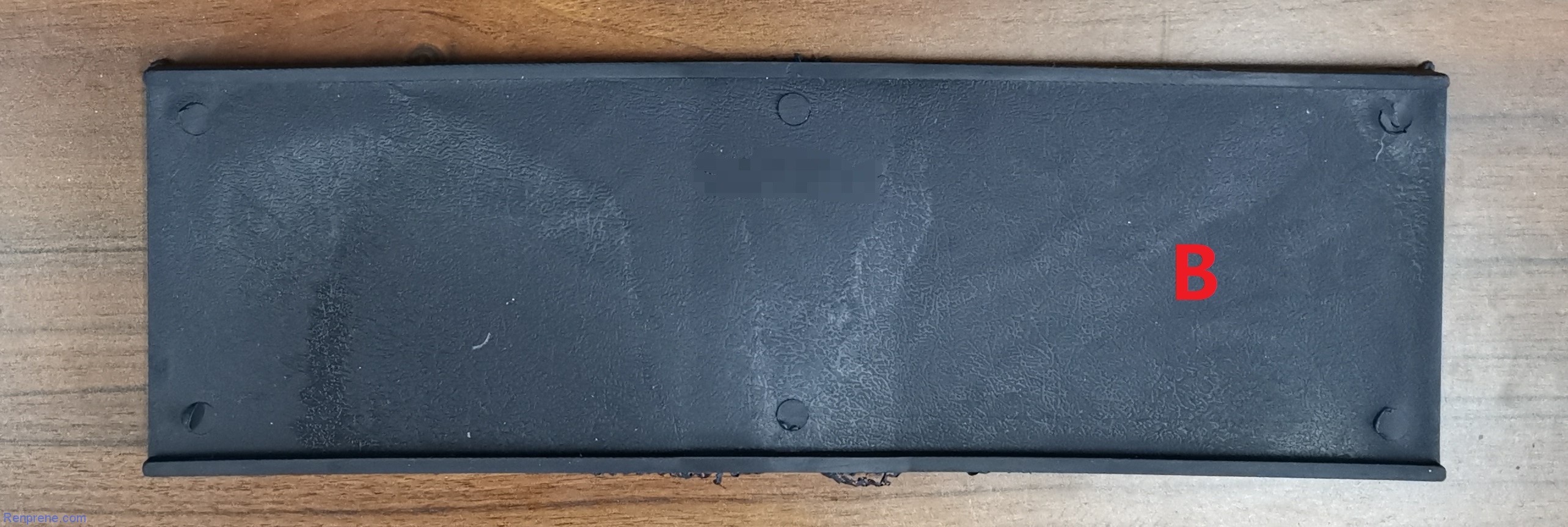 从注塑产品的结果来看,A料的顶部中间有缺料,同时周边飞边(溢胶、披锋)严重,而同样缺料的位置,B料没有,且B料的飞边(溢胶、披锋)情况要好很多。判定结果为B料产品OK,A料产品不良。
从注塑产品的结果来看,A料的顶部中间有缺料,同时周边飞边(溢胶、披锋)严重,而同样缺料的位置,B料没有,且B料的飞边(溢胶、披锋)情况要好很多。判定结果为B料产品OK,A料产品不良。
因为B料做出来的产品OK,所以基本上排除模具和设备问题,所以接下来从材料和工艺角度进行分析。
原材料首先从流动性来分析,两种材料的熔融指数(230℃,5kg)分别为,A料25g/10min,B料3g/10min,A料的流动性更好,理论上对注塑更有利,所以流动性不是造成缺陷的原因。进而分析,A料是全硫化TPV,B料为半硫化TPV,全硫化TPV是纯海岛结构,半硫化TPV更多的是两相共混结构,所以B料的流动性虽然只有3g/10min,但是因为其两相共混的结构,体系均一性更好,所以能注塑出合格产品。
工艺角度,两款材料的注塑工艺都是单级速度注塑,理论上,大制品注塑都会采用多级注塑,才能打出更加完美的产品,但是B料能打出合格的产品,主要是因为其半流化TPV体系的原因,材料在模腔流动更平稳,所以能打出合格的产品,而A料不合格,笔者认为,单级注塑,注塑压力必须足够高,材料的海岛结构的状态,使得熔体在高注塑压力下流动的稳定性不够,容易产生困气。所以针对A料的注塑,应该采用多级注塑,如快-慢。
在这里可能有人认为,直接选择B料不就好了,但是B料是半硫化TPV,其物性要较全硫化TPV差,尤其是耐老化方面,所以最终的选择要看客户对产品的需求。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-