- A+
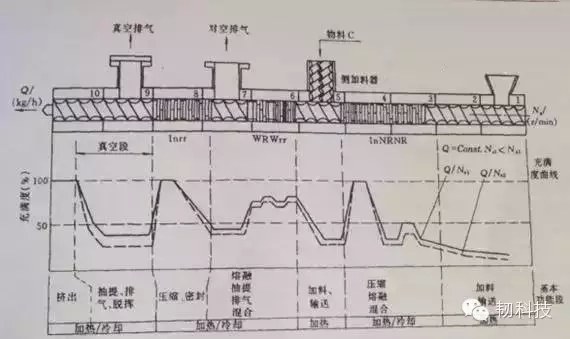
不同的螺杆区段、螺杆结构、加料量、转数、物料形状(粉体或颗粒或液体)都会影响充满度,而充满度直接影响到材料的塑化程度。本文则对这个因素进行深入探讨,并与大家分享。
1、固体传输段,充满度表明物料与螺杆和机筒的接触情况,因而表明机筒与物料的传热情况;
2、熔融段,充满度意味着物料粘度大小与传送效率;
3、捏合段,充满度决定着熔体的触变性能,预塑化效果;
4、剪切段,熔体的最后一段塑化,充满度、剪切块组合、熔体流动性综合指标影响到了塑化的程度;
5、排气段,它表明物料自由表面积的大小,排气效果的好坏,冒不冒料;
6、熔体传输段,充满度决定了螺杆内部是否建立起压力。
二、熔体粘度对充满度的影响:
1.过低的粘度,在传输的过程中,沉在底部,不能被螺杆充分传输,这样的现象我们一般称之为漏液,亦即,粘度低的熔体,重力影响不可忽略,并且占位主导地位,将会严重影响充满度,进而造成塑化程度差。
2.熔体粘度过大,则导致螺杆扭矩增加,超过实际的输出扭矩,造成死机、卡机等现象,这样则需要改善其流动性,引入加工助剂。
因此,在加工的过程中,因充分了解材料的流动性特性、耐剪切特性、耐温体系、触变特性等物理参数,选定合理的工艺,提高螺杆的充满度,塑化更加均匀!
3.以阻燃TPE为例:
| 比例 | 成分 |
| 32% | 共聚PP(MI=8) |
| 28% | 充油SEBS(1:1)白油为石蜡基32#,SEBS线性:星型=2:1,充8h |
| 40% | 阻燃剂 |
| 0.3% | 1010 |
| 0.1% | 168 |
| 1.5% | 硅油 |
螺杆各段温度浮动于170~180,模头温度185,长径比48,转速:320rpm,调节不同的喂料速度得出以下变化规律:喂料速度增加,螺杆充满度增加,注塑制品断裂伸长率与拉升强度增到,当喂料为转速的72%,材料表现出最大的弹性模量、断裂伸长率、阻燃效率(离火自熄),再增加喂料,性能无明显提升,甚至出现偶尔卡机的现象!
在TPE热塑性材料生产过程中,往往大家认为喂料只提高其生产效率,其实还提高混合程度,塑化效果!
此文,仅作为TPE材料生产过程中技术上的参考,更多的细节、机理内容,欢迎探讨!
- TPV/TPE业务助理
-

- 更多好文敬请关注
-