- A+
摘要:试验高模量低收缩钢化棕丝作为V带骨架材料的底胶配方的优化。V带底胶主体材料在采用天然橡胶(NR)/顺丁橡胶(BR)并用(并用比70/25)的基础上,添加SG-301合金橡胶;助硫化体系采用抗硫化返原剂TDB680/均匀剂M50并用;改善胶料补强体系和防护体系;通过改善产品胶料的混炼工艺和硫化工艺等措施提升产品的使用寿命。
关键词:高模量低收缩钢化棕丝, 天然合金橡胶 ,耐疲劳性能, 焦烧性能 ,粘合性能.
本工作研究用于高模量低收缩钢化棕丝作为V带骨架材料的底胶胶料配方,使底胶与高模量低收缩钢化棕丝良好匹配,以提高V带的性能和使用寿命。
1 实验
1.1 主要原材料
天然橡胶(NR),RSS3,泰国产品;顺丁橡胶(BR),牌号9000,北京燕山石化橡塑化工有限责任公司产品;聚酯钢化棕丝,山东威海天乘滑轮特种带芯有限公司产品;炭黑N550,N774,上海卡博特化工有限公司产品;白炭黑VN3,赢创公司产品,青岛德信源工贸有限公司;均匀剂M50;德国公司产品,上海深茂橡塑科技有限公司提供;TDB680,防老剂H-71,安徽阜阳利普化工有限公司产品;PK900,美国福莱克斯公司产品;SG-301合金天然橡胶,抗撕裂助剂R-1030,美国安卡沦产品,广州盈泷贸易公司提供;其余原材料均为橡胶工业市售产品。
1.2 主要仪器和设备
JC-2000E型密闭型无转子硫化仪、JPL型多功能电子拉力机和JC-4001型V带疲劳机,江都市精城测试仪器厂产品;WPL-100型橡胶疲劳龟裂试验机,江苏扬州天发疲劳试验机厂产品;KT-2002GF型压缩生热试验机,中国台湾晔中科技股份有限公司产品。
1.3 制备工艺
底胶按配方混炼均匀,停放后挤出成相应规格的胶条。聚酯线绳浸胶浆后缠绕,切割成带坯,上底胶包布,硫化后制成V带成品(B型,长1600 mm)。
1.4 试验方法
V带线绳粘合强度试验方法按照GB/T 3688—1998标准方法进行,V带疲劳性能测试按照GB/T 15328—2009标准进行,V带物理性能试验方法按照GB/T 1171—2006标准进行,硫化橡胶屈挠龟裂的测定方法按GB/T13934-1992标准进行,底胶与聚酯线绳粘合强度的测定方法按GB/T532-2008标准进行,胶料压缩疲劳温升测试方法按照GB/T 1687—1993标准进行,其它性能测试均按照相应国家标准进行。
2 结果与讨论
2.1主体材料的改善
目前采用普通聚酯线绳的V带底胶主体材料大多为天然橡胶(NR)/丁苯橡胶(SBR)并用,该底胶生热高、生热速度快,模量稳定性差,不能充分发挥高模量钢化棕丝的技术优势,用于高模量低收缩钢化棕丝会导致线绳脱层和底胶断裂。因此,本工作采用弹性和耐疲劳性能较好、生热较低的顺丁橡胶(BR)与NR并用作为底胶的主体材料,并将原来采用普通线绳作为骨架材料时的底胶硬度78度提高到82度与高模量钢化棕丝相匹配。鉴于BR的加工性能和抗撕裂性能较差,添加SG-301合金天然橡胶来弥补其不足。通过添加不同份数的SG-301合金橡胶测试性能对比和成本情况,采用添加5份SG-301橡胶比较合适。不同主体材料的V带底胶和成品性能对比见表1。
表1 不同主体材料的V带底胶和成品性能对比
| 项 目 | 主体材料 | |
| NR/SBR并用 (70/30) | NR/BR/SG-301 并用(70/25/5) | |
| 胶料硫化仪 (150℃×20min) T10/min T90/min 硫化胶性能(150 ℃×12 min) |
4.16 10.36 |
4.57 11.2 |
| 邵尔A型硬度/度 | 82 | 82 |
| 拉伸强度/Mpa 扯断伸长率/(%) | 12.9 305 | 13.6 348 |
| 撕裂强度/(N·mm-1) | 35 | 39 |
| 生热/℃ | 29 | 26 |
| 回弹值/% | 25 | 29 |
| 胶料屈挠龟裂1)×104 | 1.2 | 3.6 |
| V带成品性能 | ||
| 线绳抽出粘合强度2)/(N·mm-1) | 28.6 | 37.8 |
| 线绳与底胶粘合强度3)/(N·mm-1) | 5.2 | 6.8 |
| V带耐疲劳时间/h | 186.2 | 251.1 |
1)测试方法按GB/T13934-1992《硫化橡胶屈挠龟裂的测定》标准进行。
2)线绳抽出粘合强度测试方法采用GB/T3688-89标准进行。
3)测试方法按GB/T532-2008《硫化橡胶与织物粘合强度的测定》标准进行。
从表1可以看出:与主体材料为NR/BR(并用比70/30)的底胶相比,主体材料为NR/BR/SG-301(并用比70/25/5)的底胶的硬度、定伸应力、拉伸强度和撕裂强度基本相当,生热低,弹性、粘合性能和耐疲劳性能好,有利于提高底胶动态疲劳性能,延长了V带的疲劳寿命,提升了V带质量水平。
2.3 添加助硫化体系
为了提高V带底胶的模量稳定性和耐疲劳性能,硫化体系采用耐疲劳硫化体系[硫黄/促进剂DM/CZ并用(并用比2/1/2)]。为克服NR耐热性差和易硫化返原的问题,在助硫化体系中适量加一些抗硫化返原剂。不同助硫化体系的V带底胶和成品性能对比见表2。
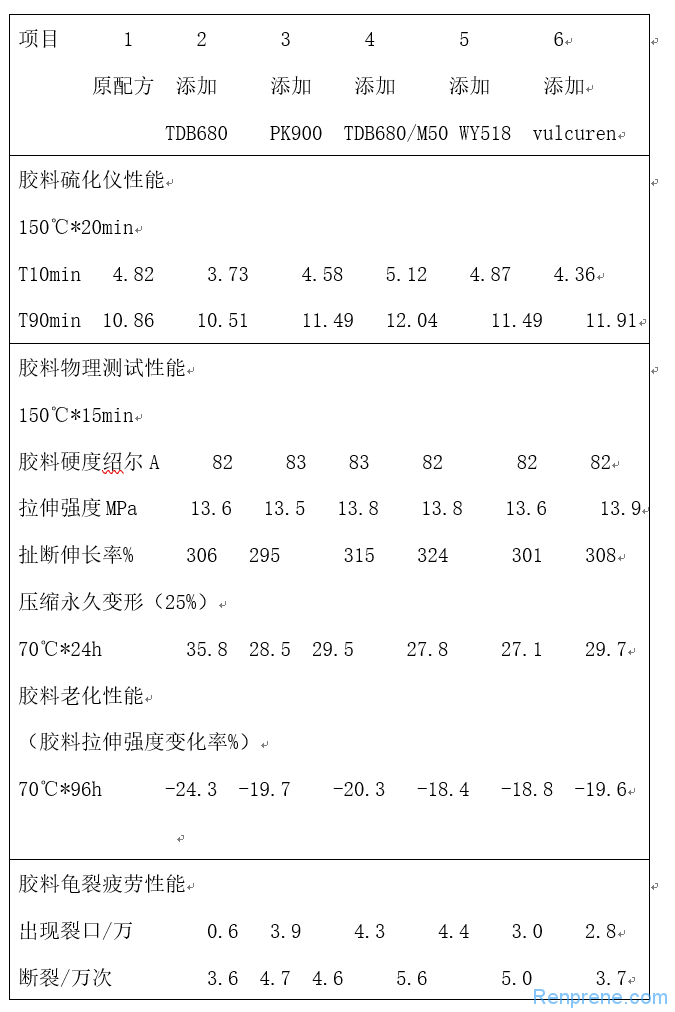
表2 采用不同助硫化体系胶料性能对比结果
从表2可以看出添加抗硫化还原剂TDB680/均匀剂M50的胶料,胶料生产安全性能好,硫化的胶料疲劳性能优异,胶料与线绳粘合性能显著,胶料性能基本相当。采用添加TDB680/M50并用来优化胶料硫化体系的配方。
2.3补强体系和防护体系的优化
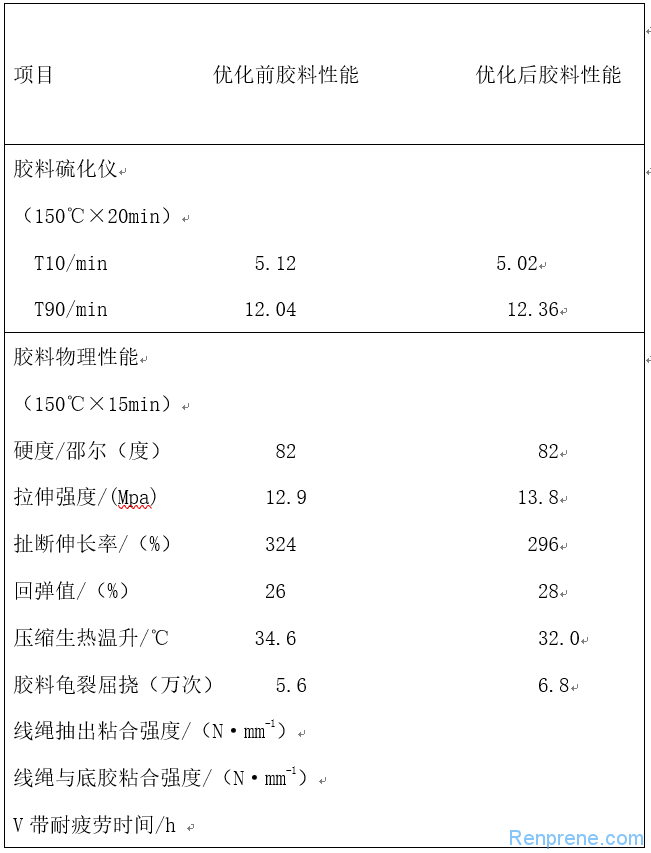
表3 胶料配方补强体系优化前后胶料性能对比
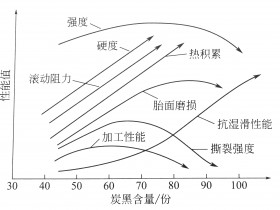
V带产品原来底胶胶料配方中的补强体系采用补强好、生热比较高的炭黑N330,为了降低胶料生热,提高胶料疲劳性能,采用生热低,疲劳性能比较好炭黑N550和N774,并用分散性性能比较好的,用硅69处理过的白炭黑VN3,即可以提高胶料抗撕裂性能,又降低胶料在疲劳过程中的生热现象。
为了提升产品胶料的防护性能,在胶料配方中添加防护胶料裂口的微晶蜡517p,胶料的老化性能和压缩永久变形性能得到提高。胶料改善前后性能对比试验如表3。
从表3可以看到优化胶料配方后,V带底胶料性能得到提高。
2.4 配方优化后的底胶性能
通过以上方面的改善,确定V带底胶优化后的配方为:NR,70;BR,25;SG-301,5;补强剂,160;硫黄和活性剂,10;促进剂,3;抗硫化返原剂M50,1.5;苯甲酸,0.5;防老剂和耐动态粘合疲劳剂,8;抗撕裂树脂HR-801,5;其它,17.8;合计,305.8。
配方优化后的V带底胶和成品测试性能对比见表4。
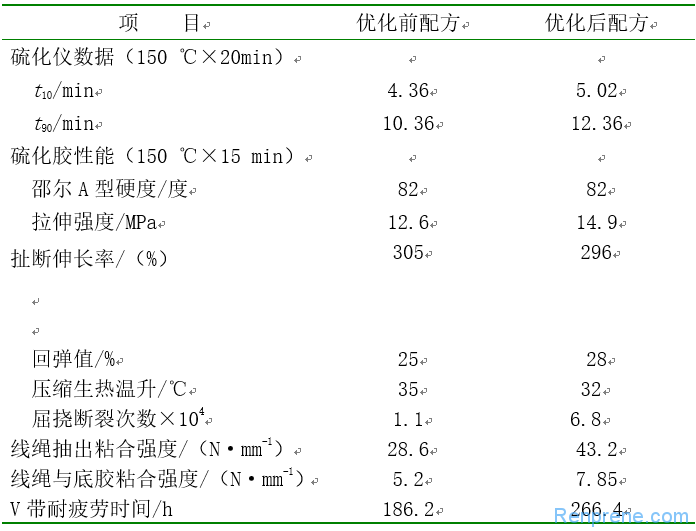
表4 配方优化后的V带底胶和成品测试性能对比
从表4可以看出:与优化前配方胶料相比,优化后配方胶料硫化时间略长,硬度、定伸应力、拉伸强度、撕裂强度、弹和耐屈挠性明显提高,生热降低,粘合性能提高,有利于支撑高模量钢化棕丝并形成稳定的结合体,V带耐疲劳和动态性能提高,提升了V带质量水平,可充分体现高模低收缩聚酯钢化棕丝的性能优势。
3 结论
试验采用高模量低收缩钢化棕丝作为V带骨架材料的底胶胶料配方的优化。V带底胶主体材料在采用天然橡胶(NR)/顺丁橡胶(BR)/SG-301合金橡胶并用(并用比70/25/5)的,提升底胶胶料的疲劳、粘合性能;添加助硫化体系采用抗硫化返原剂TDB680/均匀剂M50并用,提高底胶胶料的抗老化性能;改善胶料补强体系和防护体系,提升底胶的耐疲劳性能,相应地提高了V带产品的疲劳寿命。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-