
- A+
一、常规苯乙烯类热塑性弹性体吸水情况
因为常规的苯乙烯类热塑性弹性体的配方大致是:聚烯烃塑料+苯乙烯类嵌端共聚物+石蜡油+碳酸钙,所以一般苯乙烯类热塑性弹性体共混物基本不吸水,如果TPE-S材料没有受潮,一般情况下,在加工成型之前是不用干燥的。
二、苯乙烯类热塑性弹性体吸水的例外情况
但有时候,不小心就引入了过量的水份,比如放置很久时间,尤其在江南的黄梅季节;另可能在造粒刚开始的时候,水槽中的或者水下切粒的水过冷,导致粒子表面的水分不易挥发;还有一种可能是添加的母粒吸潮了,这种情况特别容易忽视。请看下面的图片实例:

图中是TPE-S 40D和45A共挤出的型材,使用的是同一种黑色母粒,因黑色母粒放置太久,吸收了不少的水份,导致直接拌色母挤出生产密封条,表面非常毛糙,并且TPE-S和色母粒融合不佳,黑色都浮在表面,可以从图片中看出,里面还是灰色的。这说明一旦水分过量,产生的气体因为在单螺杆根部比较难排出,所以造成了材料之间的塑化问题,并且在材料中产生了气孔。
下图为45A TPE-S去掉黑色母,验证挤出外观的情况:
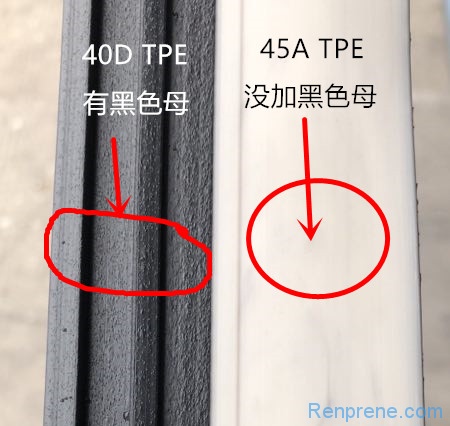
从上图,明显可以看出不加黑色母的情况下,材料表面就光滑了。另本来该2款TPE-S是非常有光泽的,但因为有水分存在,导致表面毛糙,最终连关泽也不见了。
通常常规的色母粒,比如聚烯烃基材的,吸水率比较低,但是EVA基之类黑色母,吸水率相对高,另外炭黑的种类不同吸水率也不经相同。
三、怎么区别其它的挤出表观毛糙现象
3.1. 如果是SEBS塑化不良造成的表观毛糙,切开截面,发现不了气孔(微孔),并且这个弹性不会改变,吸水的TPE-S挤出后,因为有点微发泡,弹性变差,硬度下降。
3.2. 如果是因为连续相太少,一般会造成挤出型材的边缘毛糙,比如锯齿状态等;
3.3. 如果因为某种填料的团聚造成的颗粒,简单用针刺能发觉粉末;
总之,因为水分过量导致的毛糙,其毛糙的表面使整体的,而不是随机的,并且哪些针尖状凸起比较明显。
四、当出现热塑弹性体材料吸水过量的处理方法
4.1. 当然首先是对材料干燥,尤其是热塑性弹性体材料和色母要一起干燥;
4.2. 因为单螺杆挤出机这种结构,相对排气比较困难,仅有少部分的水分可以从单螺杆的根部排出,而且还必须在螺杆根部的温度不能设置太高;
4.3. 如果希望更好的表观效果,推荐让热塑性弹性体生产厂家直接造粒供应需要的颜色;
4.4. 对于制品厂家来说,如果色母粒或者色粉,长期不用,需要做防潮处理。
韧小编题外话:以后韧家博客将经常推出热塑性弹性体材料成型加工的问题实例,为了让大家能看得更清楚,准备入手华为mate pro 20,目前拍照最强手机,尤其是微距拍摄,各位客官可否赞助啊?呵呵,开玩笑了,现在抢购都抢购不到捏!小编可是华为的忠实粉丝,从mate2一路用起来,不再换其它手机,苹果,呵呵,也就是苹果4经典,现在用苹果手机的,要么是不会用安卓手机,要么喜欢活在过去的光环里!要么停留在过去的思维!
- TPV/TPE业务助理
-

- 更多好文敬请关注
-





2018年11月3日 下午10:36 沙发
你用40D黑与45a本色比较本身有就问题,两个变量,你怎么确定色母吸潮而不是45D材料吸潮!!
2018年11月3日 下午11:10 1层
@123 呵呵,第一张图可能没有说清楚,两个都是本色的,都后加了黑色母,然后共挤出的,第二张图,把软的料子里的黑色母去掉了,硬的料子里黑色母没有去掉,两个共挤出的。上面两张图片,大致能说明黑色母有问题,但至于40D,当然因为没有去掉黑色母,确实不能100%证明40D材料没有问题。