- A+
一、概述
制作编织袋、绳索、地毯基布等物品的扁丝, 是采用单轴取向技术而制得的, 主要材料是聚乙烯和聚丙烯。根据用途不同, 扁丝的断面尺寸亦不相同, 宽厚比较大。主要规格尺寸见图1。图中(1)和(2)为编织带和异形编织带 , 宽厚比应能在编织机中实现平移, 不易翻扭, 拉伸强度高, 断裂伸长率低, 韧性好, 耐磨耐候性好。(3) 为针织带, 它比编织带薄, 以适应针织工艺要求, 节点强度高, 柔软性好, 耐紫外线 (4 )为地毯绒丝, 收缩率低, 耐磨耐候性能好。( 5) 为细缆绳扁丝, 应具有柔软性, 良好的撕裂倾向,易纤化, 拉伸强度高。(6) 压花捆扎带, 韧性好, 低撕裂倾向。
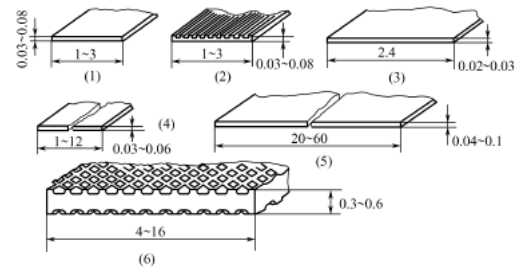
图1扁丝断面尺寸规格
扁丝的性能, 特别是拉伸强度、断裂伸长率和热收缩率等技术指标主要取决于挤出工艺的冷却方式、冷却强度以及拉伸比。冷却工艺是控制挤出薄膜的厚度、拉伸比和单轴取向的程度。薄膜或扁丝的拉伸是递增进行的, 拉伸的倍数是原来长度的若干倍, 宽度和厚度也以相同的比值减小, 纵向和横向各向异性很大, 容易造成扁丝在横向应力的作用下发生撕裂倾向。这种效应, 一方面有利于扁丝的纤维化, 另一方面应防止撕裂倾向, 在拉伸时应减小薄膜的缩幅, 提高分子横向取向程度。同时, 撕裂倾向和拉伸强度随拉伸比的增大而增大, 撕裂伸长率随拉伸比的增加而减小。拉伸比是拉伸前扁丝的速度与拉伸后扁丝的速度之比, 根据扁丝性能要求不同拉伸比亦不相同。
二、工艺与设备
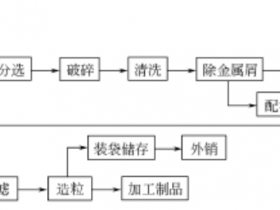
图2为常见的扁丝单轴拉伸工艺流程。首先将颗粒状塑料投入挤出机, 可采用平膜法或吹塑法制得平膜和管膜, 薄膜在水浴箱中, 或与冷却辊接触, 或由空气进行冷却, 然后拉伸、冷却。拉伸前可将薄膜进行分条, 也可以不分条。单轴拉伸后的扁丝卷绕到纱锭上或卷筒上。根据扁丝的应用需要, 可以进行二次加工, 如采用搓、捻、编织、针织、制绒等方法制造成最终产品。
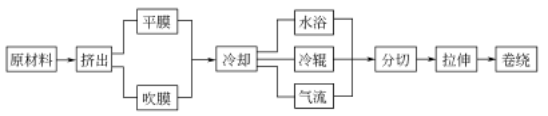
图2扁丝生产工艺流程图
管膜法生产线(见图3)通过挤出机吹制成管状薄膜, 进入第一牵引辊后形成双层单膜, 然后再进行拉伸定型成丝。
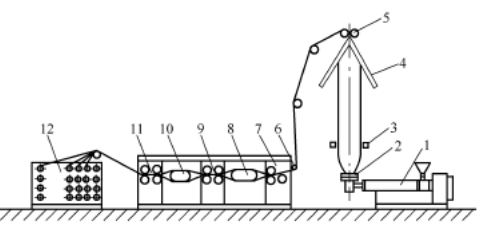
图3管膜法扁丝生产工艺流程示意图
1—挤出机; 2—模具; 3—风环; 4—人字板; 5—牵引辊; 6—分 切; 7—第一拉伸辊; 8 , 10—弓形加热器;9—第二拉伸辊; 11—第三拉伸辊; 12—绕丝机
挤出机通常采用单螺杆挤出机, 长径比约33, 挤出机料筒一般均设置纵向沟槽, 螺杆加装混炼剪切元件。制造扁丝的熔体应保证不含杂质及分解残渣物, 因而挤出机头应安装换网器, 可根据需要, 安装连续不停机换网器或其他种类的非连续换网器, 网带式连续换网器应用较为普遍。
分切装置是安装在第一牵引机 8 前进行分切成条, 由于熔体内助剂的腐蚀作用对剖刀磨损有较大的影响, 可采用多根剖切轴进行换位, 轮换使用刀片。
拉伸温度是在玻璃化转变温度和结晶熔点之间, 其加热方法通常采用的是热风烘箱, 烘箱内的热空气在鼓风机的作用下进行均匀地流动, 能很方便地控制温度。
拉伸机由三辊牵引机和四辊牵引机组成, 三辊牵引机的作用是供料, 四辊牵引机的作用是拉伸, 其辊的线速度是递增的, 使扁丝能得到一定的拉伸倍率或拉伸比。
绕丝机由成丝数量的卷筒辊组成, 丝在卷取筒上按交叉缠绕方式排列, 收卷轴速度必须随卷绕扁丝的直径的增大而减小, 采用磁通感应原理来控制收卷轴的速度和张力。
废料回收是由引风机系统组成, 废丝风口通常设置在分切装置、分丝二辊牵引机、加热板等容易断丝的位置上。
T 形模具一般可流延幅宽 460~1700mm 的薄膜, 模唇口上也可设置调节流延膜宽度的机构。
微机控制系统在塑料挤出成型加工生产线上的应用越来越广泛, 扁丝挤出生产线采用微机控制系统已较为普及, 自动控制系统能对温度、张力、拉伸比、线速度、故障报警和诊断、工艺优化设计、生产率统计、产品质量等进行显示、监控和调整, 从而保证了产品质量, 提高了生产率, 降低了损耗, 创造更好的经济效益。
三、制品缺陷控制要素
扁丝在生产过程中出现质量缺陷与下列因素有关。
(1 ) 挤出部分: 上料系统; 螺杆结构; 挤出机温度; 螺杆转速; 换网器类型; 过滤网目数; 机头压力; 模具型腔结构; 模具口模间隙调整; 模具口模宽度调整; 模具温度。
(2 ) 冷却牵引: 水浴箱结构; 冷却水温度及控制; 水温的恒定方式; 牵引辊结构及方式; 牵引辊传动机构; 牵引速度; 牵引接触角; 切刀片数量; 切刀片排列精度 (垫片精度) ; 切刀片材质及刃口; 分切结构; 换刀方式及效率。
(3 ) 拉伸部分: 送料牵引辊系统; 牵引速度; 辊直径及辊距;辊的包角; 加热烘箱温度; 温度的恒定及均匀性; 送丝坯的方式;烘箱的结构及开闭; 热风控制系统; 拉伸辊系统; 拉伸比; 牵伸速度; 拉伸辊包角; 辊直径及辊距; 压辊的气动控制系统; 热定型温度; 热定型板的加热系统; 扁丝与板面的接触。
(4 ) 卷绕部分: 丝线张力; 扁丝排绕机构; 卷绕筒数量; 卷绕筒线速控制; 电气控制系统; 换筒装置。
(5 ) 回收系统: 引风机风压及风量; 输送风的管道; 吸丝嘴;破碎机; 碎料输送; 碎料与新料的混合加料系统; 边角废料的粉碎及挤出造粒。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-