- A+
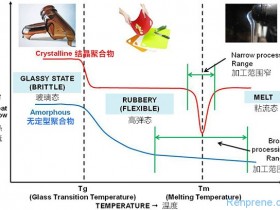
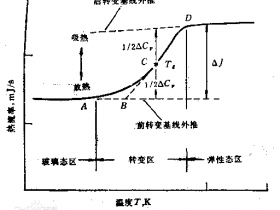
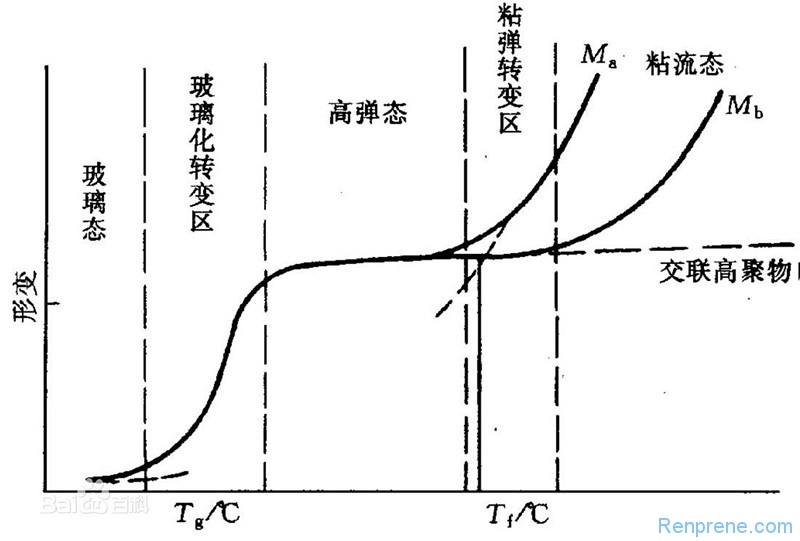
1. 玻璃化温度Tg:指无定型聚合物(包括结晶型聚合物中的非结晶部分)由玻璃态向高弹态或者由后者向前者的转变温度。是无定型聚合物大分子链段自由运动的最低温度,也是无定型塑料制品工作温度的上限。
| 塑料名称 | Tg(℃) | 塑料名称 | Tg(℃) | 塑料名称 | Tg(℃) |
| PVC | 80-212 | LDPE | -120 | PI | 410 |
| HDPE | -120 | PP | -10-18 | PPS | 85 |
| PC | 39-150 | PS | 63-112 | PSF | 190 |
| PET | 79 | PBT | 20 | PESF | 230 |
| PMMA | 100-120 | PA | 57 | PEEK | 143 |
| ABS | 88-105 | Nylon 6 | 50-59 | U Polymer | 190 |
| HIPS | 100 | Nylon 46 | 78 | PAI | 280 |
| POM | -50-85 | Nylon 66 | 49-261 | PU | 120 |
| PE | -120-125 | SAN | 100 | PEI | 217-220 |
| ASA | 104 | PES | 230 | Polyvinyl chlorde | 60-76 |
2. 熔化温度Tm:对于结晶型聚合物,指大分子链结构的三维远程有序态转变为无序粘流态的温度,也称熔点。是结晶型聚合物成型加工温度的下限。对于非结晶性聚合物,我们通常称为软化温度,融化温度区间比较窄,而软化温度区间比较宽。
| 名称 | 简写 | 熔点/软化点(℃) |
| 聚甲醛 | POM | 165—175℃ |
| 低密度聚乙烯 | LDPE | 90-125℃ |
| 高密度聚乙烯 | HDPE | 125-140℃ |
| 硬聚氯乙烯 | U-PVC | 150—200℃ |
| 软聚氯乙烯 | PVC | 80-120℃ |
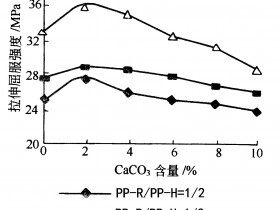
| 共聚聚丙烯 | PP-R | 140—160℃ |
| 均聚聚丙烯 | PP-H | 160—175℃ |
| ABS | ABS | 120℃左右 |
| 聚苯乙烯 | PS | 120℃左右 |
| 聚酰胺6 | PA6 | 210-240℃ |
| 聚酰胺66 | PA66 | 230-260℃ |
| 聚醚醚酮 | PEEK | 320-350℃ |
| 聚酯树脂 | UP | 140-150℃ |
| 聚对苯二甲酸乙二醇酯 | PET | 225-260℃ |
| 聚对苯二甲酸丁二醇酯 | PBT | 225-235℃ |
| 聚碳酸酯 | PC | 230-260℃ |
3. 流动温度Tf:指无定型聚合物由高弹态转变为粘流态的温度。是无定型塑料加工温度的下限。
不流动温度:在一定的压力下不发生流动的最高温度。是将一定量的塑料加入毛细管流变仪口模上端的料筒中,加热至某一温度,恒温10min后,施加 50Mpa恒压,若该料不从口模中流出,卸压后将料温升高难度10度,保温10min后再施加同样大小的恒压,如此继续直至熔体从口模中流出为止,将此温度减出10度即是该料的不流动温度。
4. 分解温度Td:指处于粘流态的聚合物当温度进一步升高时,便会使分子链的降解加剧,升至使聚合物分子链明显降解时的温度为分解温度。下面分别介绍常用塑料的分解温度及高温后颜色的区别:
4.1. PP(聚丙烯)
熔点温度为164℃---170℃,热稳定性较好,分解温度可达300℃以上,在与氧接触的情况下260℃开始变黄劣化,成型收缩率较大为(1—1.5%),并具有各向异性,低温成型时易因分子配向而翘曲或扭曲。密度为0.91,具有良好的折叠性能(俗称:百折胶),树脂颗粒有蜡状质感,平均吸水性小于0.02%,成型水分允许含量为0.05%,故成型时一般不作干燥处理,如水份含量过高则可在80℃左右干燥1~2小时,成型时其流动性能对温度和剪切速率均较为敏感。
4.2. POM(聚甲醛)
为热敏性塑胶,熔点为165℃,在240℃温度下会严重分解,色泽变黄,在210℃的温度下停留时间不能超过20分钟,在正常加温范围内其受热时间稍长也会出现分解,分解后会有刺鼻气味、摧人泪下,制品伴有黄棕色条纹。POM的密度为1.41~1.425,原料颗粒具有磁质感觉,通常干燥温度为80℃,干燥时间为3~小时,生产中一般以提高注射压力来增加其流动性,生产中如出现分解或料筒中有PVC、AAS等料时,应及时将料筒清洗干净。
4.3. PC(聚碳酸酯)
215℃开始软化,225℃以上开始流动,260℃以下熔体粘度过高,制品易出现不足,成型温度一般在270℃~320℃之间选用,超过340℃会出现分解,干燥温度为120℃~130℃之间,干燥时间为4小时以上,PC料树脂一般为无色透明之颗粒。注意生产时如料筒内存有PVC、POM胶料不可直接加料升温,应将料筒用PE树脂清洗干净再生产,成型工艺宜采用多级注射,模温80℃~130℃,专用螺杆。
4. 4. PBT(聚对苯二甲酸丁二醇/酯)
熔点为225℃~235℃,分解温度在280℃左右,成型温度一般在240℃~260℃之间选择,干燥温度一般为120℃~140℃,干燥时间为3~5小时,PBT树脂一般为白色颗粒,模温100℃以上热敏性强,易过火、易脱粉,模具型腔须经常清洗。
4.5. PA6(聚酰胺)
俗称单六尼龙熔点为215℃~221℃,310℃开始分解,干燥温度为90℃~100℃,干燥时间5~6小时。
4.6. PA66(俗称双六尼龙)
熔点为260℃~65℃,310℃左右开始分解,干燥工艺与尼龙6相同,PA类树脂温度过高易引起物料变色发黄,PA类树脂一般呈白色半透明或不透明颗粒,成型时需控制好射嘴温度或采用自锁或射嘴以防流涎。
4.7. ABS塑胶
由丙烯腈(A)、丁二烯(B)、苯乙烯(3)三种单体组分经接枝共聚而成的三元共聚物,成型温度一般在160℃以上,250℃左右开始色泽变黄,270℃以上开始出现分解,树脂一般为浅象牙色不透明之颗粒,干燥温度为80℃~85℃,干燥时间为2~4小时。
4.8. PMMA(聚甲基丙烯酸甲酯)
俗称有机玻璃,玻璃化温度为105℃,熔融温度大于160℃,分解温度在270℃以上,干燥温度为70℃~80℃,干燥时间为3~4小时,PMMA树脂密度为1.17~1.20,无色透明之颗粒,成型时宜用多级注射工艺,模温60℃~90℃。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-