- A+
所属分类:注塑文章
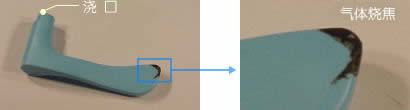
1、何谓气体烧焦?(外观)
气体烧焦是指在成型时成型品表面的烧焦现象。
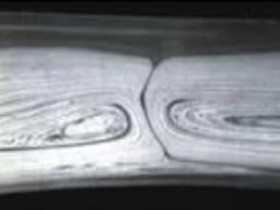
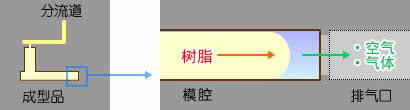
当树脂填充模腔时,原有的空气会从排气口排出。此时,树脂所产生的气体也会从排气口排出。但是,如果模具的排气口被堵塞,或流动末端本来就没有排气口,气体便无法排出,受到压缩后形成高温,从而导致树脂被烧焦。
- 气体通常这样从排气口排出。
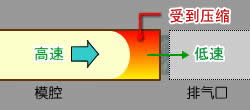
- 因排气口堵塞而导致排气不畅时,无处可逃的气体便会受到压缩并形成高温,从而导致树脂被烧焦。
2、气体烧焦的生成原因
- 注射速度偏快
随着树脂的填充,模腔内的空气和树脂中所含的气体会从排气口排出。但是,如果射出速度太快,气体就会来不及从排气口排出,并会因受到隔热压缩而形成高温,进而导致气体烧焦。VP切换偏慢时,也会因同样的原因而容易产生气体烧焦。
- 排气不畅
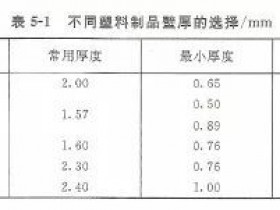
与上述情况类似,当排气口的排气能力偏低时,也会发生气体烧焦。原因有两种:一种是排气口的厚度本来就偏薄,另一种是在使用期间排气口被模垢堵塞。同样的道理,当树脂中蕴含的气体量偏多时,气体烧焦也会加重。
- 模具温度或树脂温度偏高
当模具温度或树脂温度偏高时(虽说是次要原因),气体烧焦也有加重的趋势。
3、气体烧焦的对策
- 减慢注射速度
气体烧焦是因气体被急剧压缩并形成高温而引起的。因此减慢注射速度可降低气体烧焦。当成型品的形状受到限制时,请调整VP切换位 置或使用多段注射。如果无论如何也解决不了问题,则应通过强化排气口等措施来改善排气状况。
- 改善排气状况
关于排气口,请检查下列项目:
- 是否被模垢堵塞?
如果堵塞,请予以清理。性能较差的排气口容易发生堵塞。
2. 增强排气口的能力
增加数量和厚度。
3.是否位于适当的位置?
如果流动末端没有,则毫无意义。在发生烧焦的位置有效地配置排气口。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-