- A+
所属分类:注塑文章
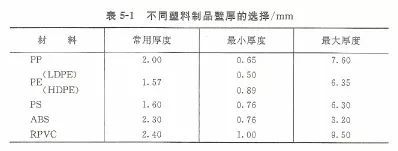
为了使注塑制品在应用时有一定的工作强度,为了节省制品成型用料,降低产品的制造成本费用,同时也为了使注塑制品能容易成型、顺利生产,对注塑制品用不同原料生产时的成型壁厚,要有一定的尺寸要求。常用热塑性塑料制品的壁厚尺寸范围见表5-1及另一图。

选择制品壁厚时应注意的事项如下:
1、塑料制品的各部位尺寸要尽量均匀。
2、壁厚与壁薄间的连接部位尺寸差不应太大;连接处的厚度比例在1:(1.5~2)范围内。
3、各行面间的交界处及壁厚与壁薄段段连接过渡处都应采用圆弧过渡。
4、再满足制品工作强度和结构合理的基础上,应尽量减少制品的壁厚尺寸,以节省材料、降低制品制造费用。但最薄处不应小于0.6~0.9mm,一般取2~5mm。
5、选择制品壁厚时,还应注意注射时熔料的流程长度。流程长时,壁厚应略大些。熔料的流程长度计算如图5-10所示。

当制品的壁厚为2.5mm时,不同原料制品用熔料流程长度值如图5-11所示。
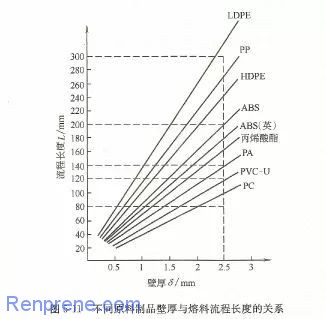
韧性哥注:上图中PP没有进一步区分均聚、无规共聚、嵌端共聚PP。
6、制品的壁厚,从原料的黏度方面考虑,可参照表5-2进行计算选择。
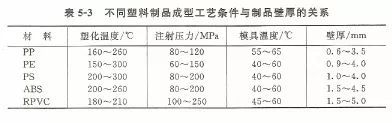
7、按注塑制品用原料的工艺条件选取壁厚值,可参照表5-3中数值范围选择。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-