- A+
下文对注塑波浪纹的处理非常专业,值得学习,但如果材料本身有问题,通过简单的工艺很难调整,除非调整模具,但一般情况下,调整模具又比较费事,注塑工厂可以与材料生产厂家沟通,调整原材料的加工性能。文末,附上一款热塑性弹性体包胶料(包覆尼龙)波浪纹案列,客户通过各式工艺调整,都无法达到理想的表面。
一、前言:
在注塑成型生产中,唱片纹最容易出现在换产调试时、三板模点胶口的模具、镜面模具以及透明制品的模具。唱片纹又叫CD纹、波浪纹、震纹等,像手指的纹路,一圈圈呈年轮形状向外扩散。
当出现唱片纹时,是非常容易发现的,会影响产品的外观质量。在工艺调试时调整也相对容易一些,属于最基本的注塑成型缺陷。
二、唱片纹出现的两种方式:
1、试模、换产调试时,因为模具温度太低,工艺参数设置不当而产生。
2、在生产中,设施发生故障,如:喷嘴溢料,料筒、模具调温机故障、下料口架桥等。
三、形成唱片纹的原因:
在注塑成型中,熔体注射入型腔时,由于模具的温度低、熔体的温度低、材料的黏度大(流动性)等原因,热熔体接触到冰凉的模具很快的冷凝收缩,熔体在模仁流动的过程中受阻,被后续不断推进的熔体相互“挤压”“交替”,前端熔体和后推进的熔体不完全融合(非理想型的流动状态),因而形成类似与年轮形的外轮廓,用手指刮、摸可以明显感觉到纹路。(如图所示),唱片纹形成的示意图。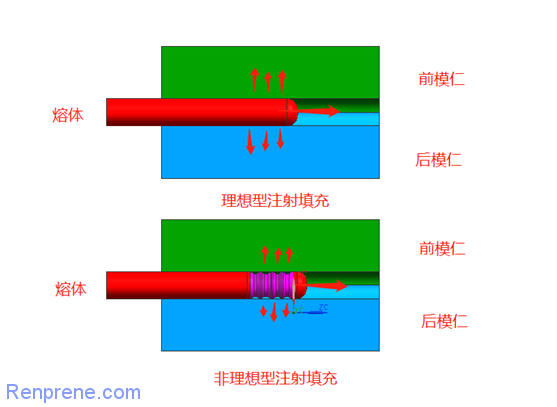
四、唱片纹应对的解决措施:
1、注塑速度慢→提升注射速度(材料流动性)。
2、熔体温度低→提升料筒、热流道温度(材料流动性)。
3、模具表面温度低(大型产品,温度分布不均匀)→提升模具温度低、加快生产周期(材料流动性)。
4、有冷料存在。喷嘴温度太低→提升喷嘴温度、缩短射退时间(工艺调整)。
5、浇口排布不合理,熔体流程太长→提高模具温度、注塑压力和速度(工艺调整)。
6、主流道短且粗,断水口→延长生产周期时间、增加保压时间(工艺调整)。
7、浇口尺寸太小→加大浇口尺寸、缩短流道长度流道阻力大(模具修正)。
8、喷嘴、浇口套进胶口尺寸太小→加大进胶口尺寸(模具修正)。
9、流道无冷料穴、冷料井→流道开设冷料穴(模具修正)。
10、产品末端熔接痕困气→模具增加排气、加大注射速度、提高末端区域模具温度(模具修正)。
11、料筒加热圈损坏、跳闸;模具调温机漏水;喷嘴溢料;料筒中的材料打空、下料口架桥→解除设施故障(设备维修)。
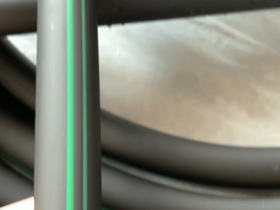
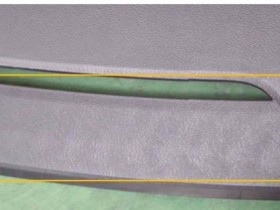
上图产品表面出现了波浪纹,该波浪纹主要是热塑性弹性体材料的连续相,在高速注塑产生了熔体破裂,导致的波浪纹。这个时候,需要厂家调整材料的流变性能,通过调整高分子材料的分子量分布,一般情况下,就是增加分布,有利于剪切变稀,利于成型。
关于材料引起的波浪纹,推荐阅读:熔体破裂造成的外观缺陷如何解决?
- TPV/TPE业务助理
-

- 更多好文敬请关注
-