- A+
一、概述
聚合物的取向分单轴取向和双轴取向, 单丝、扁丝等类型的塑料制品是应用单轴取向挤出技术来生产的。取向拉伸是连续进行的, 单纤维在拉伸过程中, 以较低的速度进入,以较高的速度输出。由于进出速度即两组拉辊线速度不同, 使单纤维受到取向拉伸作用,分子间互相平行空隙缩小,形成三度空间整齐排列的晶格,结构紧密和结晶度高,从而提高了单丝的拉伸强度,降低伸长率,减小纤度。
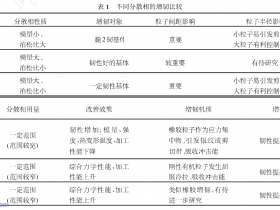
拉伸程度一般用拉伸比来表示, 它代表两组辊筒的线速度之比。单丝的纤度、相对拉伸强度和伸长率等技术指标,取决于拉伸比的大小,从图1和图2中可看出, HDPE 单丝的拉伸强度随拉伸比的增加逐渐增加, 但到一定值时又逐渐下降,断裂伸长率随拉伸比的加大而减小,一旦超过一定的拉伸比时又有所增加。
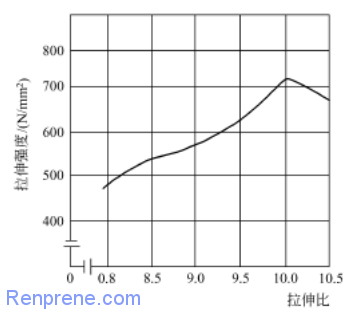
图1直径0. 2mm的HDPE
单丝的拉伸比与拉伸强度的关系
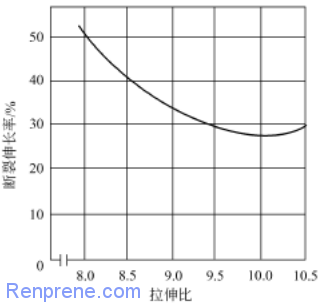
图2直径0. 2mm的HDPE单丝的
拉伸比与断裂伸长率的关系
单丝广泛用作绳、网、雨篷布、鱼线、缝纫丝、鬃毛、球拍弦、工业纤维等产品,许多塑料可以用挤出法生产单丝, 主要有HDPE、PP、PA6、PA66、PET、PVC、PS等。目前单丝生产线速度高达 160m/min,单丝生产条数可达200根。
二、工艺与设备
单丝生产流程有下列步骤:
挤出→成型→冷却→水浴→拉伸→热风炉→再次拉伸→热定型→卷绕
单丝的生产工艺有两种, 一种是一步拉伸方法, 单丝坯料只拉伸一次; 另一种是二步拉伸方法, 单丝坯料经二次拉伸。一步法生产线主要生产PP、HDPE、PA 等材料的单丝, 拉伸温度可采用水浴箱或热风炉来控制, 水浴箱的优点在于加热效率高, 但最高温度只能为 100℃, 适用于 HDPE 的加工; 而热风箱温度可调到210℃, 适用于PP、PA 的加工。二步法生产线主要生产PET单丝, 第一次预拉伸温度一般控制在70~90℃, 第二次拉伸温度一般为 220~250℃, 接近熔点。
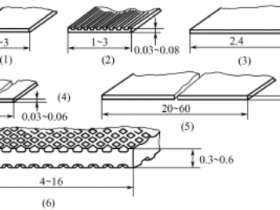
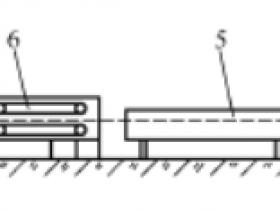
单丝生产线主要由挤出机、模具、冷却水箱、热风炉、拉伸机、热处理装置、卷取机等组成。通常单丝直径在 0. 125~1. 5mm之间, 其截 面相 差约 150 倍, 因此生产线必须具备较大的调速范围。
三、制品缺陷控制要素
单丝在生产中出现质量缺陷与下列因素有关。
(1 ) 挤出部分: 原料干燥; 加料系统; 挤出机温度; 换网器类型; 网的目数或层数; 齿轮泵的选型; 机头熔体压力。
(2) 模具部分: 模具类型; 机颈扩张角; 稳流颈; 喷丝板孔数;喷丝孔的分布; 喷丝孔径及长度; 模控流道无死角; 模具温度。
(3) 冷却水箱: 冷却水箱的恒温系统; 冷却水箱的结构; 梳导器间距; 冷却温度; 水温均匀性; 溢水控制; 口模与水面之间的距离。
(4 ) 热风箱: 加热方式; 风道结构; 热风箱的恒温; 热风箱的长度; 热风箱内的温度; 通风机风量和风压; 热风与单丝的接触角; 热风箱的开启与关闭。
(5 ) 拉伸部分: 采用一步法或二步法; 辊筒包角; 拉伸力; 辊筒排列方式; 打滑装置的应用; 拉伸比及调节; 辊筒表面硬度及粗糙度; 电机类型及传动方式。
(6 ) 卷取部分: 张力控制方式; 排丝方式; 纱锭的数量; 纱锭的装与卸; 纱锭的传动系统; 单股或多股卷取; 吸丝系统。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-