- A+
1.关于聚酯拉伸形变的基本特点
由于聚酯的玻璃化温度较高,通过骤冷可使得结晶度近于0,所以它与聚丙烯的拉伸采用的工艺温度和特点不同,是在无定型状态拉伸,工艺温度是在 tg~ tg +15 ℃,而不在晶态拉伸。因此,有关拉伸时球晶变形和破坏的理论,在聚酯双向拉伸制膜工艺中不适用,若厚片中含有球晶,因拉伸的条件只是适于无定形的,所以一般不会使它变形。
拉伸形变过程是放热过程。拉伸常伴着分子链的取向,有序程度增加,因此拉伸后的聚酯结晶时,诱导期很短,若不急冷,则其结晶度将上升。拉伸使分子链伸展和解缠,同时拉伸过程中还存在着热运动,使伸展链回复为卷曲的过程(回缩),当回缩的速度与拉伸形变的速度相等时,实际上对分子链没有拉伸作用,此时宏观上只是拉薄、拉细而已。
2.拉伸和取向的一些关系及取向的表征
拉伸形变过程大致可分为3个阶段,可用应力--应变曲线来表示,如图1。
①开始形变--屈服 (近年有人认为PET的应力--应变曲线的这点不是屈服点);
②屈服--应力加速上升点;
③应力快速上升点--断裂。
应用应力--应变曲线与温度试样结晶度关系,可得到对纵拉伸工艺有用的参考数据。例如:关于厚片结晶度应小于3%的要求,便是从中得出的一个重要结果。一般情况下,在一定的温度下进行恒温拉伸时,随拉伸比和拉伸速度的增大,取向程度增加;随拉伸温度上升,取向程度下降。应着重指出:在生产工艺过程中,车速和机械拉伸比一定的条件下,纵向拉伸后薄膜取向程度,随拉伸温度的升高而下隆。
取向程度有多种方法测定和表征,对于非晶的取向,包含基团的和大分子链的2种取向,而对生产来说,大分子链取向是主要的,大分子链取向程度最简便的测定和表征方法,是用其热收缩(tg以上)大小来表征,例如在80 ℃水中收缩3 min,直接用其收缩值百分数(θ) 来表征:θ={( L0—L)/L}×100%,式 中:L0、L分别为样品热收缩前后的长度。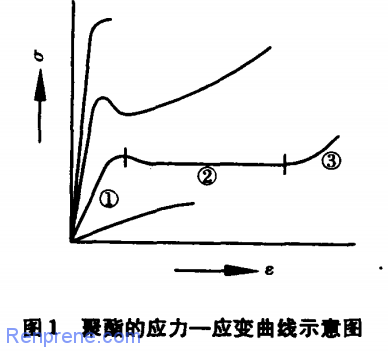
3、纵向拉伸工艺流程和设备
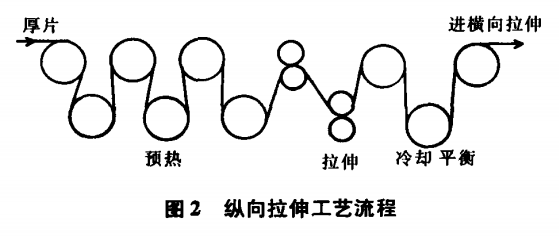
纵向拉伸工艺流程如图2所示,可分为预热、拉伸、冷却平衡3段。纵向拉伸分为多点和单点2种工艺,多点拉伸工艺现已较少采用。
3.1 预热
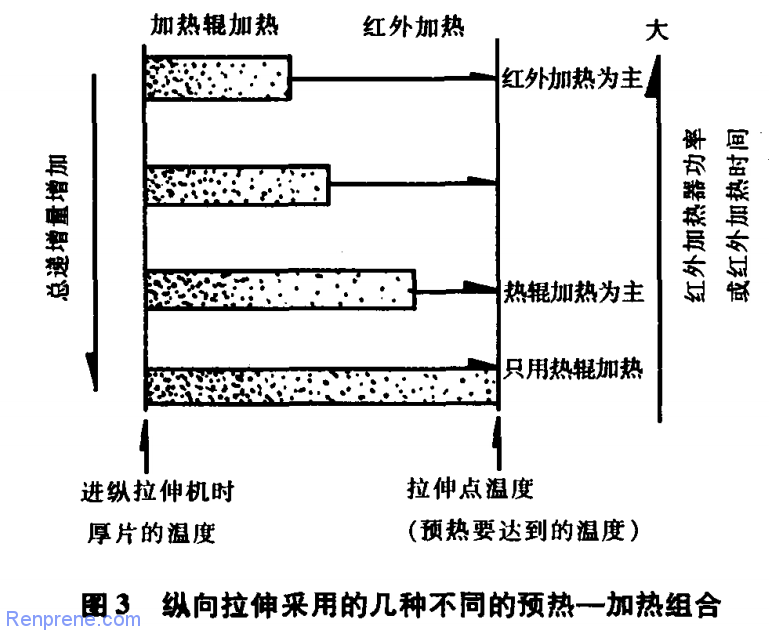
使厚片从冷却鼓出来的低温状态升温到拉伸温度的过程是为预热,对单点拉伸工艺,可采用加热辊或热辊加一红外加热器的方法进行预热,通常用加热辊加热到一定的温度再用红外加热器加热到拉伸温度。几种不同的预热—加热组合如图3所示。
因树脂受热膨胀,纵向的长度增加,所以从第一加热辊到最后一个,前后各辊间都须设定一定的递增量(线速度增加值),以保证厚片能较好的紧贴加热辊面,利于传热和受热均匀。
3.2 拉伸
单点拉伸是用两个拉伸辊的速差来实现的,必须考虑的问题是:
①拉伸比一般取3.0~4. 0(聚酯的面拉伸比为10~15 );
②拉伸点,因拉伸放热,拉伸点到快辊(冷却的) 距离很关键;
③拉伸温度应高于t ,温度高时,取向程度下降;
④拉伸速度快相当于树脂的tg升高;
⑤如何保证沿横向取向度均衡问题;
⑥快辊的温度与纵拉后薄膜的结晶度有关;
⑦压辊的作用(尤其是拉厚型的膜)及截面形状设计。
总的要求是使纵拉后薄膜具有如下特性:
①取向程度用80 ℃热水收缩3 min的值表示时,θ为10%~15%,且沿横 向分布,除两边沿部分有差别外基本上是相等;
②结晶度10%~15%,沿横向分布均匀。要达到这个要求,并结合生产车速和成膜及膜品质指标要求,生产中采取的工艺条件是可多种组合的。
3.3 冷却平衡(松弛平衡、纵拉定型)
这一段对纵拉后薄膜的结构和性能起着调整的作用。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-