- A+
摘要:介绍了一种地下灌溉用的多孔橡塑渗灌管的胶料配合与生产工艺,对其中主要材料
的选用原理与加工设备的温度控制等关键技术作了详细阐述。
关键词:地下灌溉;多孔橡塑渗灌;渗水性能;挤出机。

前言
随着人类文明的不断进步,工业生产的不断发展,地球生态环境却在不断恶化。其中水资源的污染与缺乏问题非常严峻,为此联合国大会已经多次发出警告:在未来的 10 年可能造成水荒。
中国是世界严重缺水的 13 个国家之一,未来会因为缺水有 3 亿人要移民,作为解决对策我国已经采取了一系列措施,特别是正在逐步推广高技术节水灌溉。
传统的地上灌溉用水量庞大,远远超出作物生长所需要的水量,所以浪费相当大[1]。我们在对国外相关产品研究的基础上,结合所里现有设备,进行了大量试验,初步开发出了一种渗灌用橡塑管,这种渗水胶管管壁呈微细的多孔状。管内的水借助很低的水压和土壤的毛细作用,通过多空的管壁渗漏到周围的土壤中。当土壤干燥疏松时渗水速率较快,当土壤中水份较充足时渗水速率较慢,两者存在一定的平衡作用,构成地下灌溉系统的重要环节。从而使土壤保持一个理想的供水状态。综合地看,这种橡塑渗灌管有以下优点:
- 渗水均匀,防堵塞性能良好。
- 水的利用率高,水压要求不大,能耗低。
- 保温性能好,有利于过冬作物的种植。
- 对地面不造成影响,水、气、肥、温充分利用。
- 使用寿命长。
本文对这种多孔橡塑渗灌管的生产技术的试验研究进行综合分析与总结,以期使该技术与产品得到推广应用,并产生良好的经济效益。

- 主要原材料及其使用
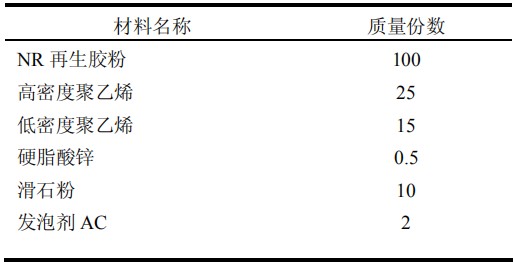
主要原材料有:NR 再生胶粉,上海肖友橡胶有限公司;高密度聚乙烯,上海金山石油化工公司;低密度聚乙烯,上海金山石油化工公司;发泡剂 AC,上海向阳化工厂;硬脂酸,上海延安油脂厂;滑石粉,上海石粉厂。
胶粉是橡塑渗灌管的主体材料,可以选用 NR 再生胶粉或者 EPDM 再生胶粉,前者机械性能较好,后者使用寿命更长,我们综合考虑选用 NR 再生胶粉,它主要来自废旧轮胎,经过研磨成粉状,粒径在 30 目到 60 目之间[1]。
聚乙烯在本产品中是作为粘接剂使用的,主要是考虑到它的熔点比较低,易于加工。高密度聚乙烯的密度为 0.94~0.97g/cm3,其作用是使胶管强度增大,挺性好,但容易发脆,不利于挤出。低密度聚乙烯的密度为 0.90~0.93g/cm3,其作用是使胶管屈挠性能增大,易于弯曲,利于挤出,但不增加强度,容易使管子打折,埋在地下容易压瘪,堵塞管道。为了使橡塑渗灌管有较好的综合性能,我们采用两者并用的方法。聚乙烯与胶粉在高温高压作用下混合粘接起来,并在胶粉颗粒之间形成细小均匀的空隙。这样就可以产生了很好的渗水效果。
在配方中加入适量的发泡剂可以增加橡塑渗灌管的发孔率,其使用量直接关系到橡塑渗灌管的渗水率与机械性能,用量小则渗水率小,用量大则机械性能差。经过大量试验我们选择了 AC 发泡剂,主要是因为它的发泡起始温度略高于聚乙烯的熔点温度,有利于造粒与挤出工艺的温度控制。用量为 1~2.5 份。
少量使用的硬脂酸锌与滑石粉是作为加工过程中的润滑剂,一方面利于材料混合均匀,另一方面可降低成本。
2.橡塑渗灌管的生产配方
经过大量试验研究,最终确定以下配方:
 3.生产设备
3.生产设备
橡塑渗灌管的生产设备主要有下列几种:
- 造粒挤出设备
- 胶管挤出机
- 冷却水槽
- 牵引设备
- 画线机
- 缠卷机
造粒挤出设备可选用单螺杆挤出机,但必须经过三段反复造粒,以使材料混合均匀,其效率比较低下,有条件可以选用双螺杆挤出机造粒。
胶管挤出机为二段塑料挤出机,长径比(L/D)可选用 24/1[1],挤出机上的加热装置可分为四段: 加料段,压缩段,均化段,机头段,每一段都附带冷却装置,以利于温度的控制。
冷却水槽的起始端必须带垂直式圆环喷淋装置,这是因为橡塑渗灌管的制造工艺是采用垂直式挤出,刚从机头出来的管子在进入水槽之前必须弯曲,而此时的管子仍有较高的温度,此时弯曲容易变形、破裂。所以在弯曲之前必须采用垂直式圆环喷淋装置对管子冷却[2]。
- 生产工艺
橡塑渗灌管的生产工艺流程如下图:
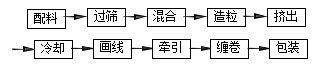
其主要工艺流程的操作要点如下:
(1)原料处理过程
由于采用的胶粉质量存在着较大的不稳定性,所以必须过筛处理,考虑到胶粉的使用目的与机械性能的要求,我们采用 30 目的胶粉,所以
用30 目过筛。由于发泡剂的用量较少且容易结块,
为了分散均匀,所以要用 120 目过筛。
(2)挤出造粒
造粒主要是为了使原材料混合均匀,产品性能稳定,由于要在高温下混合搅拌,就必须要考虑到发泡剂的发泡临界温度(AC 发泡剂的发泡临界温度为 150℃),为了不使发泡剂在挤出管子之前分解掉,再考虑到聚乙烯的熔点在 125℃左右, 我们把造粒挤出机的温度设置为 130℃至 140℃。
(3)胶管挤出
经过造粒后,将混合均匀的颗粒投入挤出机进料口,挤出机的各段温度控制非常重要,加料段和压缩段的温度应低于体系所用发泡剂的发泡临界温度,挤出机均化温度的设置一般高于压缩段的温度而低于机头温度,机头温度又要高于发泡临界温度[3]。根据以上原则,挤出机的各段温度设置如下。
进料段温度 140℃
压缩段温度 145℃
均化段温度 150℃
机头段温度 160℃
(4) 冷却装置
冷却装置主要是使胶管在挤出之后迅速冷 却,以利于胶管在牵引、画线、缠卷过程中不至于变形、破裂。除了上文提到的环行喷淋冷却装置之外,还必须配备弯曲的引导通道,以利于胶管顺利进入水槽。此时胶管还有较高的温度,这就要靠冷却水槽来冷却。冷却水槽的长度应当在3 米以上,并带有循环冷却水,其中还应设置必要的滚轮以利管子通过。
5.结束语
经过以上的配合工艺,可以制作成渗水性能良好、物理机械性能优良的多孔橡塑渗灌管。将该种管子埋于地下,一头接在水源上,并给予一定的水压,水就可以透过管壁的毛细孔进入到土壤,直达作物根部,达到节约用水的目的。大力提倡使用这种多孔橡塑渗灌管,特别是在干旱缺水地区,可以大量节约水资源,利国利民。
参考文献
- 刘玉田,地下灌溉用多孔渗水胶管[J],特种橡胶制品,
2003,3(3);45-48。
- 刘作新,梁海军,橡塑渗灌管生产工艺及其渗水性能研究进展[J], 农业工程学报, 2006,12(3);255-258。
- 崔毅,王国英等,挤出温度对开孔型橡塑多孔材料性能的影响[J],现代塑料加工应用,2003,15(5);5-8。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-