- A+
在PVC加工工艺中,混合工艺一般企业不太重视,造成很多技工的错误认识。常见的认识为把料子混合均匀即可。混合温度在100度以上的认识为解决水份。这些认识有点太过片面。下面分别介绍PVC混料作用、原理、混料设备、鉴别混料的好坏。
一、聚氯乙烯PVC混料的作用和原理
2.1. 混料是生产PVC管型材的第1道工序,具有十分重要的作用,PVC管型材是把由PVC树脂、稳定剂、改性剂、填充剂、着色剂及其他助剂组成的多分散体系混合后应用于成型加工的。
2.2. 混料的主要目的是:将原料混合,使其分布均匀,形成表观密度高、流动性好、干燥松散的干混料。
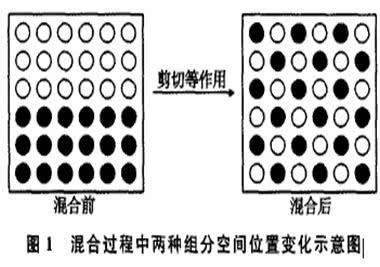
2.3.混料主要依靠压缩、剪切、分配、置换来实现,包含混合和分散两方面的含义:
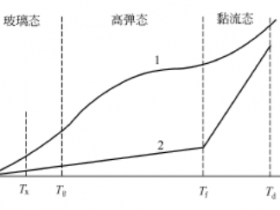
①混合就是使两种或多种组分空间的分布情况发生变化,其原理如图1所示;
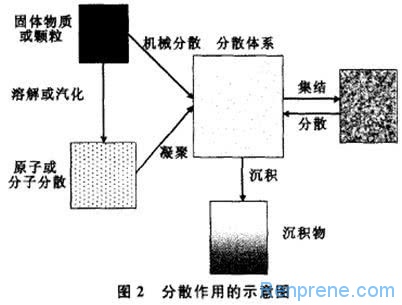
②分散是指混合中一种或多种组分的物理特性发生了变化,如颗粒尺寸减小或溶于其他组分中,如图2所示。
2.4. 混合和分散一般是同时进行和完成的。在混合过程中同时通过粉碎、研磨等机械作用使被混合物料粒子的粒径不断减小,达到均匀分散的目的。
二、聚氯乙烯PVC混料的工艺
各种助剂的均匀混合和混炼主要由挤出之前的混料来完成混料步骤包括配料、热混、冷混以及废料的回收与掺混等,具体工艺如下:
2.1. 热混工艺
热混,在高速旋转的搅拌桨叶推动下,沿混料机内壁急剧散开,并从中心部位落下,形成漩涡状运动的过程。在物料与桨叶以及热锅内壁相互撞击、磨擦而产生的剪切作用下,物料由固体、单相、不均态向多相、均态、部分凝胶态转化,而且物料温度不断上升,并达到设定温度。
热混作用:
2.1.1. 物料产生一定程度的凝胶化作用(预塑化),许多熔点较低的物质(如润滑剂等)熔化渗入或黏附在PVC表面;
2.1.2. 物料获得较好的初步凝胶化作用和分散效果;
2.1.3. 物料获得较大的表观密度,增强其流动能力,有利于其输送,提高挤出效率;
2.1.4. 排除原料中的水分和低挥发性组分, 消除这些组分对产品质量的影响。
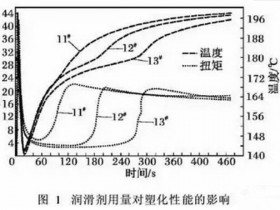
2.1.5. 热混终点温度:经过长期不断的试验摸索,目前最适宜的热混终点温度为型材110-120℃,管材120-130℃。热混温度过低, PVC 物料塑化不均匀,挥发分除不尽影响性能; 热混温度过高, PVC 物料在混料罐锅消耗较多的稳定剂易发生降解, 甚至糊料, 影响生产。
2.2. 冷混工艺
冷混是指把热混料放在冷混锅中,通过叶片低速搅动, 用冷混锅夹套中冷却水带走其散发的热量, 直至将原料降到设定温度以下的过程。
2.2.1. 冷混作用:冷混不仅可以防止PVC 物料在高温下冷却的吸水返潮现象,也是PVC 物料在放热过程中进一步排出其分子间水分的过程,得到流动性更好的粉料。
2.2.2. 冷混工艺温度:冷混终点温度为45℃以下,冷混温度过高, 干混料未充分冷却即被储放, 将使中间部位原料受过多余热影响, 消耗过多稳定剂, 干混料甚至出现发红等降解现象; 冷混温度过低, 不利于提高混料效率。
三、聚氯乙烯PVC混料与混料机的关系
混合料好不好用,与混合机的设计速度和叶片结构有直接关系:
3.1. 混料转速
一般混料机的速度设计为750-900转左右,设计在这个范围内的混合机比较好用,有个别企业设计速度在750转以内的,物料很难达到理想效果。
3.2. 叶片结构
有三叶片的,为下中上三种。这种叶片最大区别是上叶片的长度和角度。在锅内的结构一般要检查,下叶片距离锅低的距离为3-8毫米(300-500混合机)过高影响混合效果和速度。中间叶片距离锅边尺寸控制在10-15之间,有好多企业制造的混合机大于这个数值。上叶片一般有长度和角度问题,长度一般分长的和短的两种,在角度上影响非常明显,角度一般为30度,个人定做过45度角。效果明显好过30度角。

如果你的混合机是此结构的,时间不能按照要求的混合时间在6秒内上升一度。可以更改上叶片,更改发放,在最上叶片焊接电机上使用的键,焊接反方去长度为上叶片中间外圆70-80左右,到末端一般保持为50左右,经过现场修改过的几十个混合机发现,键个高度在20宽的时候,混合电流上升一般在15-25安培之间。时间会明显缩短,混合效果明显变好。
3.3. 树脂和钙粉在混料时运动走向
个人认为是钙粉在混合时,堆积体系蓬松后会保持的混合锅的上部分,下部分树脂颗粒粗会沉降在下端,经过使用改变高混机上叶片的撞击能力方向会向上直接冲击捕捉钙粉。例如在PVC100,钙粉50比例,有好多企业混合料粘没有砂感,此法非常明显。
个人理解为,提高PVC在高速时突然变轨向上,可以使撞击能力增加,使PVC吸收钙粉的能力变高.PVC撞击能力增高可以在高填充时可使PVC分散性也提高,对速度帮助大。
3.4. 其它聚氯乙烯PVC混料叶片结构和混料机
常见高混机叶片结构,还有圆盘样式。内压外扬,和外压内扬的。此结构也有弊端,在穿线管50份的实验中,使用不同的混料叶片,发现,使用压力促混合时间的混合叶片结构的。产品上不塑化点明显增加(特别是低剪切螺杆)。
常见混料机还有土锅,个人把所有锅底是平的全视为平底锅。这个弊端容易出现方料不干净,部分料滞留。容易出现混料机内个别料分解。
前两年还出现过一次能混合成吨的混合机,速度很慢,后期改为加热的。这个东西违背个人认知。个人评价为怪物。混合料用瓶装加水直接成牛奶状态。根本无法使用。
四、如何简易判断聚氯乙烯PVC混料的好坏
4.1. 看料,混合效果好,混合出来的料在50份或50份钙粉内的砂感非常明显。
4.2. 混合料1/2,水1/3用透明矿泉水瓶用力摇晃,水越清澈效果越好。
小编备注:本文是风看云起《PVC混料技术小常识》与网络其它资料整合而成。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-