- A+
通常测试热塑性弹性体压缩变形的标准如下:
DIN_ISO_815_硫化橡胶和热塑性弹性体的压缩变形的测定
GB/T 7759.1-2015 硫化橡胶或热塑性橡胶 压缩永久变形的测定 第1部分在常温及高温条件下
ASTM-D395 橡胶性能的标准试验方法---压缩永久变形
通常我们选择GB/T 7759.1,该标准等同于ISO 815,ASTM D395 其中的B方法即为恒定压缩比下的压缩变形测定方法,和ISO 815类似。
一、GB/T 7759.1中压缩变形的测试方法简述
1.1. 试样尺寸
A型:试样直径29mm±0.5mm,高度为12.5mm±0.5mm的圆柱体;
B型:试样直径13mm±0.5mm,高度为6.3mm±0.3mm的圆柱体;
A型试样精度较高,B型试样一般从制品上截取,推荐使用A型试样。
试样高度的测试,一般要精确到0.01mm,3个试样的厚度相差不超过0.05mm。
1.2. 试样的处理及测量
一般推荐对热塑性弹性体试样进行70°C/30min的热处理,除掉加工形成的内应力;然后在标准实验室温度放置3h。
1.3. 压缩变形器具
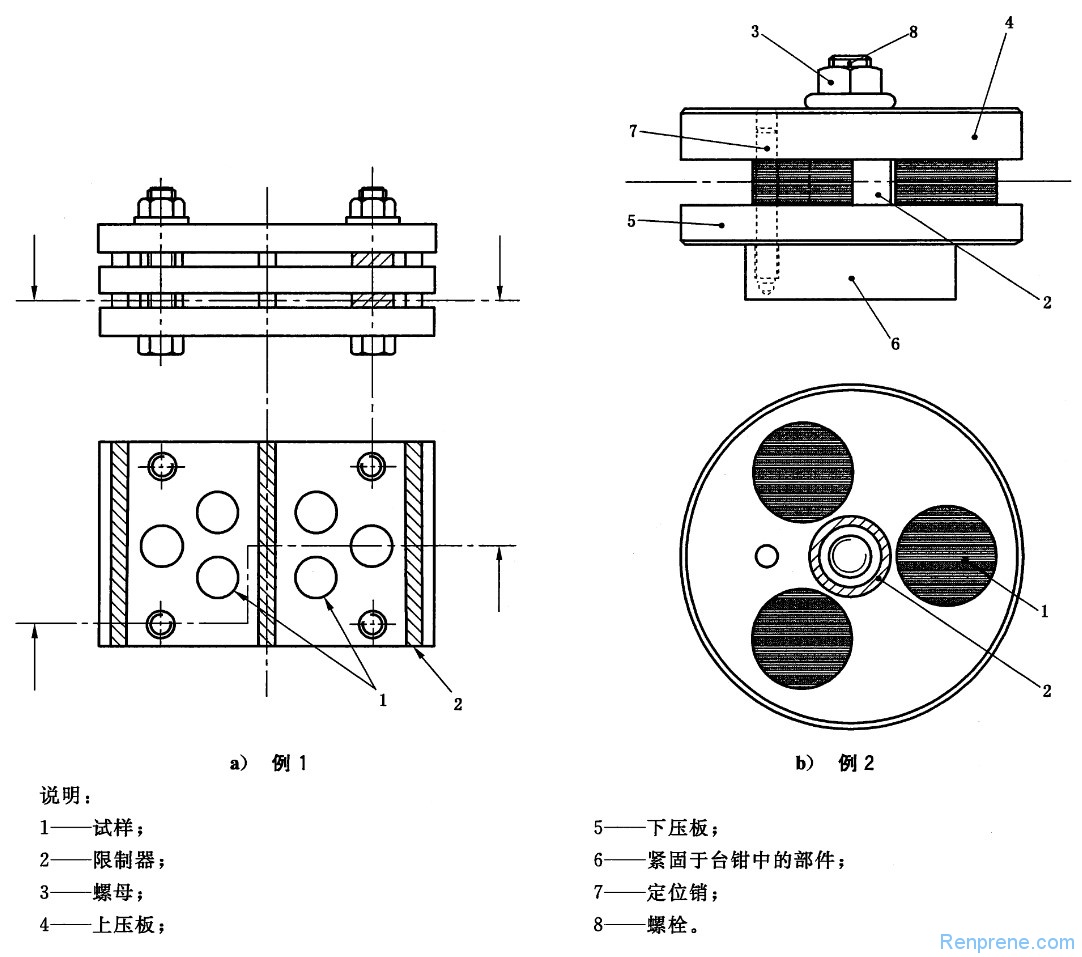
试验器具也需要在标准实验室温度下放置备用,试验前应该在器具压缩表面涂一层润滑油。
1.4. 施加压缩
硬度<80IRHD,压缩25%;
硬度80~89IRHD,压缩15%;
硬度>90IRHD,压缩10%。
推荐阅读:关于热塑性弹性体的硬度:测试偏差原因、肖氏 A 和 D 换算
1.5. 计算压缩变形
按照规定的时间在烘箱中放置压缩变形器具,从烘箱中拿出后,马上松开试样,在实验室标准温度放置30min,然后测试试样恢复后的高度,开始计算压缩变形C:
C=(h0-h1)/(h0-hs)×100%
h0-试样初始高度,h1-试样恢复后高度,hs-限制器高度
二、热塑性弹性体压缩变形测试误差分析
2.1. 试样引起的误差
对于A型试样,由于高度有12.5mm,注塑成型由于收缩的缘故,当中会有一定程度的凹陷,最终导致测试的压缩变形会偏大,而相对B型试样,由于高度比较小,注塑收缩会更小,测试的误差会降低。即使除掉试样收缩凹陷的缘故,同样材料A型试样的测试数据比B型试样要大。
2.2. 测试试样高度引起的误差
对于比较柔软的热塑性弹性体,要精确测试试样的厚度,难度相当大,因为略微用力,尺寸就会变小;这还不是最关键的,最关键的对于多层叠加的试样(不超过3层)在测试标准里有一处不太好实施的高度测试步骤:5.2条里说明需要对试样稍微压缩1min,这个压缩到底多大的力呢?大家把握不准,但通常压缩一下,再测试厚度h0,厚度明显要小点h0。假设这个误差在0.1mm(会远超测厚仪要求的0.01mm),没压缩的情况下是6.3mm,压缩的情况是6.2mm,试样压缩后恢复的厚度是5.8mm,限高器是4.8mm。
那试样被压缩的情况下压缩变形C=(6.2-5.8)/(6.2-4.8)×100%=28.6%;
试样没有压缩的情况下压缩变形C=(6.3-5.8)/(6.2-4.8)×100%=33.3%;
2种测试方法的误差相差4~5%左右。
对于叠加的试样,试样恢复后的厚度,有的公司会分别测试3个叠加的试片,然后再累加厚度,通常这样测试的厚度h1会略大,最后导致压缩变形C的测试结果又偏小。
2.3. 烘箱温度的误差
通常烘箱虽然四周都是电热丝,但是测温探头一般在烘箱内上方,我们发觉如果压缩变形器具比较烘箱底部,或者靠近有电热丝的地方,那么变形器具所接触的实际温度会略高于设定的温度。而热塑性弹性体的压缩变形对于温度是非常敏感的,有的时候相差10°C,正好接近或超过热塑性弹性体的软化温度,那测试出来的压缩变形数据就是差异非常的大啦。
综上所述,压缩变形在不同地方、不同试样、不同烘箱、不同人员的条件下测试,误差小的情况,也有约5%,大的情况,甚至有10%左右。这个情况,对于热塑性弹性体研发来说,需要尽可能的与测试人员沟通,以免影响对配方的误判。对于销售工程师来说,需要与客户沟通清楚,以免在采购标准中引发争议。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-