- A+
所属分类:弹性体文章

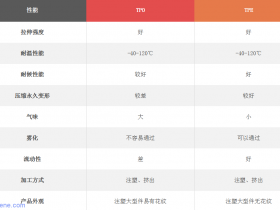
如上图产品为汽车零件使用的堵头,采用的是美特公司K335N-RL,其中左面的是合格品,右面的为不合格。
当初客户使用的注塑温度为160、170、180、190°C,注塑出来的产品如左图,后来K335N-RL换了一个批次,注塑出来如上图左右侧。
我们现场分析为注塑温度不够,调高温度到210、甚至到230°C,但出来的外观还是很暗淡,材料表面不细腻。为此,我们基本确定材料的流动性、塑化性能有问题。
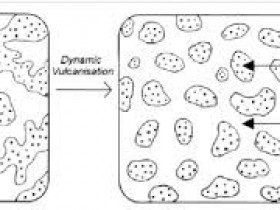
因为当低于45A的TPE,其中PP相非常少,如果SEBS的分子量比较高,同时填充油比例不高的情况,
升高温度对流动性及塑化性能用处不大。因为K335N-RL是一个弹性增强的牌号,尽管外润滑剂增强了,但因为填充油比例不高,导致最终塑化效果不佳。初步判断最近一次SEBS的分子量大于上次的SEBS。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-