- A+
所属分类:加工指南

图片来源:PTONLINE
重叠注塑工序,图片来源:tctmagazine
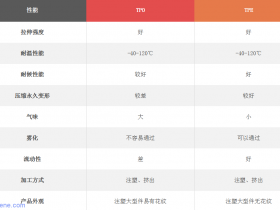
韧性哥® K300-A系列为尼龙包胶TPE系列,通常注塑机的参数设定如下表。掌握 以下的简单小窍门,将更有助于您的生产,为您提高成品率,降低原料损耗,可自由选择加工工艺来满足您客户的 不同要求!
| 模具温度 | 30-60°C |
| 螺杆转速 | 100-200rpm |
| 背压 | 0.4-1MPa |
| 螺杆类型 | 通用型三段式螺杆 长径比 20:1 以上 压缩比 2.5:1 以上 |
1 | 彻底清洗料筒,当注塑加工不同的材料,最好用洗机料如 PP 或 PE 将料筒清理干净,然后再设 置加工所需要的温度。 |
2 | 尽管TPE K300-A系列一般不吸水,但考虑到注塑外观,还是尽量保证良好的干燥,尤其在夏季,湿度比较大的季节。 |
3 | 注塑温度通常是越高越有利于粘接,但也取决于实际需求、材料、加工环境等因素。 如果需要强烈粘接(真包),对于PA66,注塑温度在250°C左右,对于PA6,注塑温度在230°C左右,总之,强烈粘接,需要更高的注塑温度,包括模具温度。 如果需要一定的粘附(假包),则需要选择低温尼龙包胶系列,比如K300-A1系列,注塑温度大约在220°C左右。 如果没有模温机的情况,通常冬天比夏天的注塑温度要提高10°C以上。 |
4 | 注塑速度设定,注塑速度应尽可能的快,快速注塑有利于熔体流动,并使制品保持良好的表观光洁度。 |
5 | 保压压力设定,如果在不保压时,型腔就能很好充满的话,就尽量不采用保压,如果为了防止制品收缩,可采用低保压压力,保压时间也尽可能的缩短。 |
6 | 色母粒的优选选择EVA基,其次可以选择PE基色母。 |
推荐阅读:韧性哥:尼龙包胶热塑性弹性体选择指南
- TPV/TPE业务助理
-

- 更多好文敬请关注
-