- A+
所属分类:弹性体文章
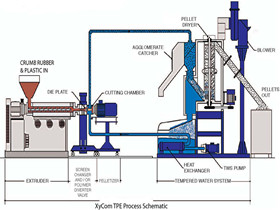
在汽车轮速线中使用了韧普利 TPV 1090AN,如下图:

为避免在二次注塑加工端口接插件时,高温融化TPV,我们推荐客户使用TPV 90AB-H,因为90AB-H是酚醛树脂硫化的TPV,而1090AN是过氧化物硫化的,相比较而言,90AB-H的耐高温性能更好,可以达到135℃。但又发现了一个问题,当挤完线缆后,切成一段一段后,发现外护套缩短了一部分,里面的芯线暴露出了5mm左右。具体如下图:

我们分析了大致3个原因:
①轮速线在收卷时候,对外皮有一个拉力,而在剪成一段一段后,拉力释放,TPV外皮就回弹了。这里面有另一个重要的原因,这里的TPV是故意低温挤出(约160~170℃,为了获得表观皮纹效果),所以对芯线基本没有附着力,所以当外力卸掉,外皮就比较容易收缩。
②第二个原因,是冷却温度不够,导致TPV收缩率更大;
③TPV本身材料的收缩率偏大,这个从我们TPV材料的数据可以得出结论,90AB-H肯定比1090AB-H收缩率的更大,因为90AB-H的注塑收缩率大概有2.2%,而1090AN只有1.6%。
顺便,小编告诉大家几个规律:
①通常越软的热塑性弹性体收缩越大;(大致含软化油越多的收缩越大)
②通常硫化程度高的收缩越大,硫化程度高,分散的EPDM微粒,促进PP结晶;
③通常冷却慢的收缩越大。
所以,在这个问题上,我们可以给客户提出如下建议:尽可能的降低冷却温度,另外收卷的力是否可以降低点。另我们则推荐使用我们半硫化的TPV 1090AN-B,该TPV本来是用来吹塑的,本身添加的软化油并不多,所以收缩率略小。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-