- A+
焊接线或编织线可能是最常见且最难消除的注塑缺陷。它们在熔体流动前沿在型腔中碰撞时发生。不良的编织线不仅会造成外观上的瑕疵,还会大大削弱零件的结构完整性。编织线上的强度可能仅为零件标称强度的20%,也可能是零件的名义强度的100%,具体取决于许多变量。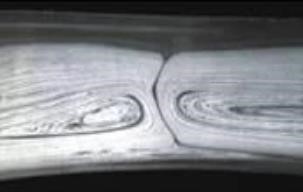
弱焊接线的起源是材料选择、零件设计、工具和加工。对于焊接线,某些材料或多或少是“宽容的”。零件设计很重要,因为壁厚不均匀会改变熔体前沿的剪切力和流速,从而导致流路分裂。加工效果包括进入型腔的多个浇口以及模具中的凸出物(例如凸台和肋)以及孔或凹陷,所有这些都会中断熔体流并将熔体流分成独立的前沿。模具表面的一个区域中的温度变化也可能产生不均匀的流动前沿。
材料特性会影响熔体前沿的缠结。当聚合物链仅部分缠结在熔接线上时,会导致弱化。非晶态树脂通常比半结晶性树脂具有更好的熔合线强度,而流速较高的树脂可实现更好的堆积,从而形成更牢固的熔合线。添加玻璃纤维也会降低熔接线强度。
有时,在加工过程中树脂散发的挥发物会降低熔接线强度。除非正确排放,否则气体会使气流前沿分开。总体而言,塑料进入模具型腔时的流动方式对焊接线强度最重要。最大限度地减少流动中断,并小心地放置它们,使流动前沿能够相遇并流动一段距离以正确合并,这是优化零件性能的关键。
第一条规则是放置浇口,使焊缝位置不在使用过程中会承受高应力的零件区域内。更改浇口位置,以将焊缝移至非应力区域。如果零件具有多个浇口,请尝试阻塞一些浇口以减少潜在的流动前沿数量(但请先获得许可!)。或者,尝试添加一个溢出选项卡,以促进空气排出和分子链缠结。
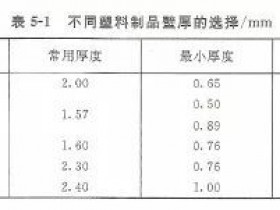
通过选择浇口位置来优化焊接线,该浇口位置可使聚合物在流动前沿重组后继续流动并融合。零件设计的另一个关键规则是均匀的标称壁,以提供一致的流动前沿并防止填充时流动变化。树脂的类型及其收缩在这里具有重要意义。无定形或低收缩率树脂的最大壁厚变化为25%,而半结晶或高收缩率树脂的最大标称壁厚变化限制为15%。
通过选择浇口位置来优化焊接线性能,该位置将使聚合物在流动前沿重新组合后继续流动并融合。正确地排空焊缝处及其附近的区域也很重要。可能值得增加一个导流片,该导流片可以使流缝更好地编织,并且还可以在流锋汇合时用作捕获的空气的通风口。该流量选项卡必须被切除,这需要进行二次操作。凸台,肋等应沿流动方向,以易于填充和排气。减少或排出残留空气的其他方法是使用多孔钢插件或通风的芯销以改善通风。真空排气是另一种方法。
如果您怀疑模具有热点,请让模具闲置直至温度均匀。将第一个镜头与后续的素材镜头进行比较。如果流动路径不同,则原因是与工具钢有关的温度和冷却问题。检查模具是否有热点,并尝试实现均匀冷却。确保两个半模处于相同温度。
加工会影响焊接线的强度和外观,但不能消除材料或零件或工具设计中的根本原因。流动前沿的低压不会促进分子链缠结,从而导致较差的冲击强度。零件可能没有完全打包,并且如果焊接线在最后要填充的区域,则可能不会看到太大的打包压力。
滞留的空气(或挥发物)会阻止汇流前沿的良好编织。芯销,“盲孔”和特殊的模具特征会导致空气滞留。喷射也可能是熔体流动不均匀和流动前沿熔合弱的原因。
它通常有助于提高注射速度,减少填充时间并提高剪切速率。冷流前沿并不是通常认为的罪魁祸首。流动前沿的温度对跨过流动前沿边界与汇聚流中的链缠结的分子链影响很小。尽管许多加工商喜欢提高熔体温度以改善流动性和熔合线强度,但从聚合物中逸出的挥发物却易于降低熔合线强度。坚持这一策略是万不得已的。
相反,它通常有助于提高注射速度,减少填充时间并提高剪切速率,这可以降低填充过程中聚合物的粘度,从而实现更好的链缠结和更好的堆积。增加保压或保压压力也有帮助,并且保压和保压时间更长。增加保压压力或保压压力有助于消除焊接线的低压情况。促进焊缝处更多链缠结的另一种策略是将模具温度提高10°C(20°F)。
成型商应确保在零件的第一阶段填充过程中形成焊接线。在打包和保持期间创建牢固的焊接线通常是有问题的,因为在出现最小流量的情况下,很难使流锋融合在一起。
由于壁厚不均匀而导致的不均匀流动前沿可以通过选通进入较厚的区域并为较薄的区域提供流量先导以提供均匀的填充来解决。请记住,由于填充所需的熔体压力较低,零件的较厚部分会优先填充。塑性流动将在较厚的部分中加速,而在较薄的部分中犹豫。这可以使聚合物围绕零件的周边或部分“追踪”并捕获空气或挥发物。解决方案可能是增加注射速率并使边缘变圆或使不同厚度区域之间的接合处逐渐变细。最好的答案是重新设计厚度均匀的零件。
请记住,手感柔软的TPE材料对剪切敏感,即使没有流前中断也可以显示出明显的流线。尽管不是真正的焊接线,但这些流线是美学缺陷,确实指示零件的较弱区域。这些材料会在剪切速率变化的任何地方显示出一条流线,该趋势往往会随着流锋的扩展而发生。
对于多浇口零件,如果可能,请尝试使用阀门浇口而不是热嘴,并以级联的方式顺序控制阀门浇口的致动,以便只有在熔体流过后才打开浇口,从而形成单个熔体前沿。
- TPV/TPE业务助理
-

- 更多好文敬请关注
-